–Я—А–Є–ї–Є–Ї–Њ–Љ –њ—А–Є–Ї—Г–њ—Щ–∞—Ъ–∞ –≤–Њ–і–µ–љ–Є—Е –Ї–Њ–Љ—Г–љ–Є–Ї–∞—Ж–Є—Ш–∞ –Ї–Њ—Ш–µ —Б–µ —Б–∞—Б—В–Њ—Ш–µ –Њ–і –њ–ї–∞—Б—В–Є—З–љ–Є—Е —Ж–µ–≤–Є, –љ–∞—Ш–≤–∞–ґ–љ–Є—Ш–Є –њ–∞—А–∞–Љ–µ—В–∞—А —Ш–µ —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞. –Ґ—А–µ–±–∞–ї–Њ –±–Є –і–∞ –Є–Љ–∞ –Њ–і—А–µ—Т–µ–љ–∞ –Ј–љ–∞—З–µ—Ъ–∞ –Ї–Њ—Ш–∞ –Њ–Љ–Њ–≥—Г—Ы–∞–≤–∞—Ш—Г –њ–Њ—Б—В–Є–Ј–∞—Ъ–µ —З–≤—А—Б—В–µ –Є –њ–Њ—Г–Ј–і–∞–љ–µ –≤–µ–Ј–µ.
–Я—А–Є–ї–Є–Ї–Њ–Љ –њ—А–Є–Ї—Г–њ—Щ–∞—Ъ–∞ –≤–Њ–і–µ–љ–Є—Е –Ї–Њ–Љ—Г–љ–Є–Ї–∞—Ж–Є—Ш–∞ –Ї–Њ—Ш–µ —Б–µ —Б–∞—Б—В–Њ—Ш–µ –Њ–і –њ–ї–∞—Б—В–Є—З–љ–Є—Е —Ж–µ–≤–Є, –љ–∞—Ш–≤–∞–ґ–љ–Є—Ш–Є –њ–∞—А–∞–Љ–µ—В–∞—А —Ш–µ —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞. –Ґ—А–µ–±–∞–ї–Њ –±–Є –і–∞ –Є–Љ–∞ –Њ–і—А–µ—Т–µ–љ–∞ –Ј–љ–∞—З–µ—Ъ–∞ –Ї–Њ—Ш–∞ –Њ–Љ–Њ–≥—Г—Ы–∞–≤–∞—Ш—Г –њ–Њ—Б—В–Є–Ј–∞—Ъ–µ —З–≤—А—Б—В–µ –Є –њ–Њ—Г–Ј–і–∞–љ–µ –≤–µ–Ј–µ.
–Ф–∞–љ–∞—Б —В–µ—Е–љ–Њ–ї–Њ–≥–Є—Ш–∞ –Ј–∞ —Г–Ј–≥–Њ—Ш —Ж—Ш–µ–≤–Њ–≤–Њ–і–∞ –Є–Ј —В–∞–Ї–≤–Є—Е –Љ–∞—В–µ—А–Є—Ш–∞–ї–∞ –љ–∞—А—Г—З—Г—Ш–µ –њ—А–Є–і—А–ґ–∞–≤–∞—Ъ–µ –Њ–і—А–µ—Т–µ–љ–Њ–≥ —В–µ–Љ–њ–µ—А–∞—В—Г—А–љ–Њ–≥ —А–µ–ґ–Є–Љ–∞, –Ї–∞–Њ –Є —Б–њ–µ—Ж–Є—Д–Є—З–љ–Є—Е –≤—А–µ–Љ–µ–љ—Б–Ї–Є—Е –≤—А–Є—Ш–µ–і–љ–Њ—Б—В–Є, –њ—А–Є –Њ–±–∞–≤—Щ–∞—Ъ—Г –Ј–∞–≤–∞—А–Є–≤–∞—З–Ї–Є—Е –Њ–њ–µ—А–∞—Ж–Є—Ш–∞. –Р–Ї–Њ —Б–µ –љ–µ –њ—А–Є–і—А–ґ–∞–≤–∞—В–µ –њ—А–µ–њ–Њ—А—Г—З–µ–љ–Є—Е –њ–∞—А–∞–Љ–µ—В–∞—А–∞, —Г —З–≤–Њ—А–љ–Є–Љ –њ–Њ–і—А—Г—З—Ш–Є–Љ–∞ –Љ–Њ–ґ–µ –њ–Њ—Б—В–Њ—Ш–∞—В–Є –њ—А–∞–Ј–љ–Є–љ–∞, –њ—А–Њ—В–Њ–Ї –≤–Њ–і–µ —Ы–µ –±–Є—В–Є –Ј–љ–∞—В–љ–Њ —Б–Љ–∞—Ъ–µ–љ.
–£–Ї—Г–њ–∞–љ —Г—В–Є—Ж–∞—Ш —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ –љ–∞ —А–∞–і–Њ–≤–Є–Љ–∞ –љ–∞ –і–Њ–Ї–Њ–≤–Є–Љ–∞
–Ґ–µ—Е–љ–Њ–ї–Њ—И–Ї–Є –њ—А–Њ—Ж–µ—Б –Ј–∞–≤–∞—А–Є–≤–∞—Ъ–∞ –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ—Б–Ї–Є—Е —Ж–µ–≤–Є –Ј–∞—Б–љ–Є–≤–∞ —Б–µ –љ–∞ –Ј–∞–≥—А–µ–≤–∞—Ъ—Г –Љ–∞—В–µ—А–Є—Ш–∞–ї–∞ –љ–∞ –ґ–µ—Щ–µ–љ—Г —В–µ–Љ–њ–µ—А–∞—В—Г—А—Г. –Ъ–∞–Њ —А–µ–Ј—Г–ї—В–∞—В, –њ–ї–∞—Б—В–Є–Ї–∞ –њ–Њ—З–Є—Ъ–µ –і–∞ —Б–µ –Њ–Љ–µ–Ї—И–∞–≤–∞. –Ъ–∞–і–∞ —Б—Г –і–µ–ї–Њ–≤–Є –њ–Њ–≤–µ–Ј–∞–љ–Є, –і–Њ–ї–∞–Ј–Є –і–Њ –і–Є—Д—Г–Ј–Є—Ш–µ –Љ–Њ–ї–µ–Ї—Г–ї–∞ –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ—Б–Ї–Є—Е –Љ–Њ–ї–µ–Ї—Г–ї–∞. –Ф—А—Г–≥–Є–Љ —А–µ—З–Є–Љ–∞, –≤–µ–Ј–∞ —Ш–µ —Б–њ–∞—Ш–∞—Ъ–µ –Љ–Њ–ї–µ–Ї—Г–ї–∞. –Ъ–∞–і–∞ —Б–µ –Љ–∞—В–µ—А–Є—Ш–∞–ї –Њ—Е–ї–∞–і–Є, —Д–Њ—А–Љ–Є—А–∞ —Б–µ –Є–Ј—Г–Ј–µ—В–љ–Њ –Є–Ј–і—А–ґ—Щ–Є–≤ —З–≤–Њ—А.
–І–≤—А—Б—В–Њ—Ы–∞ –Ј–∞–ї–Є—Е–∞ –Ј–∞–≤–∞—А–Є–≤–∞—Ъ–∞ –і–Є—А–µ–Ї—В–љ–Њ –Ј–∞–≤–Є—Б–Є –Њ–і —В–µ–Љ–њ–µ—А–∞—В—Г—А–љ–Њ–≥ —А–µ–ґ–Є–Љ–∞. –£ —Б–ї—Г—З–∞—Ш—Г –љ–µ–і–Њ–≤–Њ—Щ–љ–Њ–≥ –Ј–∞–≥—А–µ–≤–∞—Ъ–∞, –љ–µ—Ы–µ –±–Є—В–Є –њ—А–Њ—Ж–µ—Б–∞ –і–Є—Д—Г–Ј–Є—Ш–µ. –Я—А–Є–Ї–ї–∞–і–љ–Є –Љ–Њ–ї–µ–Ї—Г–ї –Є –Ј–∞–≤–∞—А–µ–љ–∞ —Ж–Є—Ш–µ–≤ —Ш–µ–і–љ–Њ—Б—В–∞–≤–љ–Њ –љ–µ –Љ–Њ–≥—Г —Г—Ы–Є —Г –Ї–Њ–Љ–±–Є–љ–Є—А–∞–љ—Г –њ–Њ–≤—А—И–Є–љ—Г. –Ч–∞–≤–∞—А–Є–≤–∞—Ъ–µ —Ы–µ –±–Є—В–Є —Б–ї–∞–±–Њ –Є –љ–µ—Ы–µ –Љ–Њ—Ы–Є –Є–Ј–і—А–ґ–∞—В–Є —В–µ—И–Ї–∞ –Њ–њ—В–µ—А–µ—Ы–µ—Ъ–∞. –Я–∞—А —Б–µ —А–∞–Ј–±–Є—Ш–∞, –Ј–∞—В–µ–≥–љ—Г—В–Њ—Б—В –Ј–≥–ї–Њ–±–∞ —Ы–µ —Б–µ —Б–ї–Њ–Љ–Є—В–Є.
–Ъ–∞–і–∞ —Б–µ –њ—А–µ–≥—А–µ—Ш–µ, —Б—В—А—Г–Ї—В—Г—А–∞ —Ы–µ –њ–Њ—З–µ—В–Є –і–∞ —Б–µ –і–µ—Д–Њ—А–Љ–Є—И–µ. –Ъ–∞–Њ —А–µ–Ј—Г–ї—В–∞—В, –Њ—А–Є–≥–Є–љ–∞–ї–љ–∞ –≥–µ–Њ–Љ–µ—В—А–Є—Ш–∞ —Ы–µ —Б–µ –њ—А–Њ–Љ–µ–љ–Є—В–Є. –£–љ—Г—В–∞—А –і–µ–ї–Њ–≤–∞ –Љ–Њ–ґ–µ –њ–Њ—Б—В–Њ—Ш–∞—В–Є —Ш–∞–Ї–∞ —Д–Њ—А–Љ–∞—Ж–Є—Ш–∞–њ—А–Є–ї–Є–≤ —Г –Њ–±–ї–Є–Ї—Г –≤–µ–ї–Є–Ї–Њ–≥ –≤–∞—Щ–Ї–∞. –Ъ–∞–Њ —А–µ–Ј—Г–ї—В–∞—В, –њ—А–µ—З–љ–Є–Ї –њ—А–µ—Б–µ–Ї–∞ —Ж–µ–≤–Њ–≤–Њ–і–∞ —Ы–µ —Б–µ –Ј–љ–∞—З–∞—Ш–љ–Њ —Б–Љ–∞—Ъ–Є—В–Є –љ–∞ –Љ–µ—Б—В—Г –Ј–∞–≤–∞—А–Є–≤–∞—Ъ–∞.
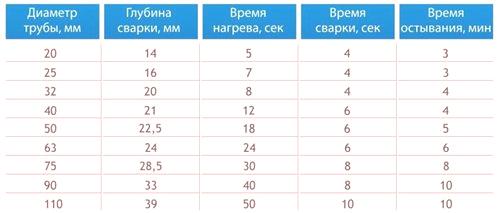
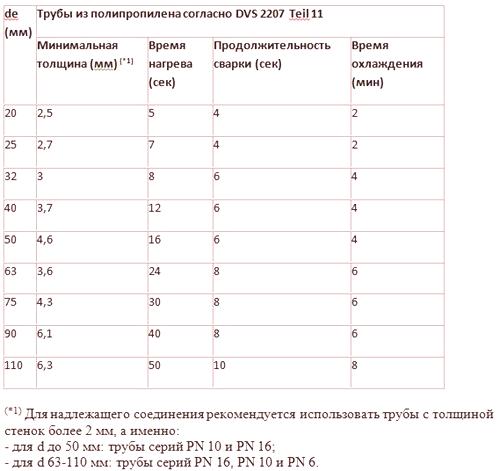
–Ч–∞ –љ–Њ—А–Љ–∞–ї–љ–Њ –ї–µ–Љ—Щ–µ—Ъ–µ –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ—Б–Ї–Є—Е —Ж–µ–≤–Є –њ–Њ—В—А–µ–±–љ–Њ —Ш–µ –љ–∞–њ—А–∞–≤–Є—В–Є –≥—А–µ—Ш–∞—Ъ–µ –љ–∞ —В–µ–Љ–њ–µ—А–∞—В—Г—А—Г –Њ–і 255-265 —Б—В–µ–њ–µ–љ–Є. –Я—А–Њ—Ж–µ—Б –Ј–∞–≥—А–µ–≤–∞—Ъ–∞ –Љ–Њ—А–∞ —Г–Ј–µ—В–Є —Г –Њ–±–Ј–Є—А –љ–µ–Ї–Њ–ї–Є–Ї–Њ –њ–∞—А–∞–Љ–µ—В–∞—А–∞:
- –Я—А–µ—З–љ–Є–Ї –і–µ–ї–∞.
- –°–Њ–±–љ–∞ —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞.
- –Т—А–µ–Љ–µ –≥—А–µ—Ш–∞—Ъ–∞.
–Я—А–∞–Ї—Б–∞ —Ш–µ –њ–Њ–Ї–∞–Ј–∞–ї–∞ –і–∞ —Ш–µ –≤—А–µ–Љ–µ –Ј–∞–≥—А–µ–≤–∞—Ъ–∞ –Є –њ—А–µ—З–љ–Є–Ї –і–µ–ї–Њ–≤–∞ —Г –і–Є—А–µ–Ї—В–љ–Њ—Ш –Ј–∞–≤–Є—Б–љ–Њ—Б—В–Є.
–Ґ–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –њ—А–Њ—Б—В–Њ—А–Є—Ш–µ —Г –Ї–Њ—Ш–Њ—Ш —Б–µ –≤—А—И–Є –ї–µ–Љ—Щ–µ—Ъ–µ —В–∞–Ї–Њ—Т–µ —Г—В–Є—З–µ –љ–∞ –Њ–≤–∞—Ш –њ—А–Њ—Ж–µ—Б. –Ъ–∞–і–∞ —Б—Г –і–µ–ї–Њ–≤–Є –ї–µ–Љ—Щ–µ–љ–Є, –Ї–∞–і–∞ —Б–µ –Є–Ј–≤–ї–∞—З–µ –Є–Ј "–≥–≤–Њ–ґ—Т–∞" –Є–ї–Є –і—А—Г–≥–Њ–≥ –≥—А–µ—Ш–љ–Њ–≥ —Г—А–µ—Т–∞—Ш–∞, –љ–∞—Б—В–∞—Ш–µ –њ–∞—Г–Ј–∞ –њ—А–µ –љ–µ–≥–Њ —И—В–Њ —Б–µ —Б–њ–Њ—Ш–љ–Є—Ж–∞ –њ–Њ–Ї—А–µ–љ–µ. –Ф–∞ –±–Є —Б–µ –Ї–Њ–Љ–њ–µ–љ–Ј–Њ–≤–∞–ї–Њ —Е–ї–∞—Т–µ—Ъ–µ –љ–∞ –љ–Є—Б–Ї–Є–Љ —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞–Љ–∞, —Ж–Є—Ш–µ–≤–Є —Б–µ –Љ–Њ—А–∞—Ш—Г –Ј–∞–≥—А–Є—Ш–∞—В–Є –Љ–∞–ї–Њ –і—Г–ґ–µ. –Ю–≤–Њ –і–Њ–і–∞—В–љ–Њ –≤—А–µ–Љ–µ —Ш–µ —Г–љ—Г—В–∞—А 2-3 —Б–µ–Ї—Г–љ–і–µ. –Ш–Ј–±–Њ—А —Ш–µ –µ–Љ–њ–Є—А–Є—Ш—Б–Ї–Є.
–Ґ—А–µ–±–∞ –Є–Љ–∞—В–Є –љ–∞ —Г–Љ—Г –і–∞ –∞–Ї–Њ —Б–µ –Ј–∞–≥—А–µ–≤–∞—Ш—Г –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ—Б–Ї–µ —Ж–µ–≤–Є –љ–∞ –≥—А–µ—Ш–∞—З—Г —Б–∞ —В–µ–Љ–њ–µ—А–∞—В—Г—А–Њ–Љ –Ї–Њ—Ш–∞ —Ш–µ –≤–µ—Ы–∞ –Њ–і 270 —Б—В–µ–њ–µ–љ–Є, –і–Њ–ї–∞–Ј–Є –і–Њ –≤–µ–Њ–Љ–∞ —Ш–∞–Ї–Њ–≥ –Ј–∞–≥—А–µ–≤–∞—Ъ–∞ –≥–Њ—А—Ъ–µ–≥ —Б–ї–Њ—Ш–∞ –і–µ–ї–∞. –И–µ–Ј–≥—А–Њ –љ–µ—Ы–µ –і–Њ–±–Є—В–Є –і–Њ–≤–Њ—Щ–љ–Њ —В–Њ–њ–ї–Є–љ–µ. –Я—А–Є–ї–Є–Ї–Њ–Љ —Б–њ–∞—Ш–∞—Ъ–∞ –і–µ–ї–Њ–≤–∞, –і–µ–±—Щ–Є–љ–∞ —Д–Є–ї–Љ–∞ –Ј–∞–≤–∞—А–Є–≤–∞—Ъ–∞ —Ы–µ –±–Є—В–Є –≤–µ–Њ–Љ–∞ —В–∞–љ–Ї–∞.
–Ъ–∞–Ї–Њ —А—Г—З–љ–Њ –Ј–∞–≤–∞—А–Є—В–Є –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ—Б–Ї–µ —Ж–µ–≤–Є
–Э–∞–≤–Њ—Ш–љ–µ —З–∞—Г—А–µ —Г—А–µ—Т–∞—Ш–∞ —Б–µ –±–Є—А–∞—Ш—Г —Г–Ј–Є–Љ–∞—Ш—Г—Ы–Є —Г –Њ–±–Ј–Є—А –њ—А–µ—З–љ–Є–Ї –і–µ–ї–Њ–≤–∞. –Ч–∞—В–Є–Љ —Б–µ —Г–±–∞—Ж—Г—Ш—Г —Г –Њ–≥–ї–µ–і–∞–ї–Њ –Ј–∞ –Ј–∞–≤–∞—А–Є–≤–∞—Ъ–µ –Є –і–Њ–±—А–Њ —Б–µ —Г—З–≤—А—И—Ы—Г—Ш—Г.
–Ъ–Њ–љ—В–∞–Ї—В–љ–µ –њ–Њ–≤—А—И–Є–љ–µ —Б–µ —З–Є—Б—В–µ –Њ–і –њ—А–∞—И–Є–љ–µ –Є –њ—А—Щ–∞–≤—И—В–Є–љ–µ. –Ч–∞ —З–Є—И—Ы–µ—Ъ–µ —Ш–µ –±–Њ—Щ–µ –Ї–Њ—А–Є—Б—В–Є—В–Є —В–µ—З–љ–Њ—Б—В –Ј–∞ —З–Є—И—Ы–µ—Ъ–µ –Ї–Њ—Ш—Г –њ—А–µ–њ–Њ—А—Г—З—Г—Ш–µ –њ—А–Њ–Є–Ј–≤–Њ—Т–∞—З –Њ–≤–Њ–≥ –њ—А–Њ–Є–Ј–≤–Њ–і–∞. –Ш–љ—В–∞–Ї–∞–≤ –њ–Њ—Б–∞–Њ –Љ–Њ–ґ–µ –њ–Њ–Љ–Њ—Ы–Є:
- –•–ї–Њ—А–Є—Б–∞–љ–Њ.
- –Ґ—А–Є–Ї–ї–Њ—А–µ—В–∞–љ.
- –Х—В–Є–ї –Є–ї–Є –Є–Ј–Њ–њ—А–Њ–њ–Є–ї –∞–ї–Ї–Њ—Е–Њ–ї.
–Я–Њ–і–µ—Б–Є—В–µ —В–µ–Љ–њ–µ—А–∞—В—Г—А—Г —Г—А–µ—Т–∞—Ш–∞. –Ґ–Є–њ–Є—З–љ–Њ, —В–µ—А–Љ–Є—Б—В–Њ—А —Б–µ –Љ–Њ—А–∞ –Ј–∞–≥—А–µ—Ш–∞—В–Є —Г–љ—Г—В–∞—А 250-270 —Б—В–µ–њ–µ–љ–Є. –Ю–≤–∞ –Њ–њ—В–Є–Љ–∞–ї–љ–∞ —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –≤–∞–Љ –Њ–Љ–Њ–≥—Г—Ы–∞–≤–∞ –і–∞ –њ–Њ—Б—В–Є–≥–љ–µ—В–µ –Є—Б–њ—А–∞–≤–љ—Г –≤–µ–Ј—Г.
–Ъ–∞–і–∞ —В–µ—А–Љ–Њ—Б—В–∞—В –і–Њ–±–Є—Ш–µ –ґ–µ—Щ–µ–љ–Є —В–µ—А–Љ–Є—З–Ї–Є –љ–Є–≤–Њ, –њ—А–Њ–≤–µ—А–∞–≤–∞ —Б–µ —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –≥—А–µ—Ш–∞—Ъ–∞ –Њ–≥–ї–µ–і–∞–ї–∞ –Ј–∞ –Ј–∞–≤–∞—А–Є–≤–∞—Ъ–µ. –Ф–∞ –±–Є—Б—В–µ —В–Њ —Г—А–∞–і–Є–ї–Є, –Ї–Њ—А–Є—Б—В–Є—В–µ —Б–њ–µ—Ж–Є—Ш–∞–ї–љ—Г —В–µ—А–Љ–∞–ї–љ—Г —Б–Њ–љ–і—Г.
–Ю–і—Б–µ—Ы–Є —Ж–µ–≤, –Є–Ј–і—А–ґ–∞—В–Є 90 —Б—В–µ–њ–µ–љ–Є, —Г –Њ–і–љ–Њ—Б—Г –љ–∞ –Њ—Б. –Р–Ї–Њ —Ш–µ –њ–Њ—В—А–µ–±–љ–Њ, –њ–Њ—В—А–µ–±–љ–Њ —Ш–µ –Њ—З–Є—Б—В–Є—В–Є –њ–Њ–≤—А—И–Є–љ—Г –Є —Г–Ї–ї–Њ–љ–Є—В–Є –Ї–Њ—Б—Г. –Я–∞—А–∞–Љ–µ—В—А–Є –Ј–∞ —Б–Ї–Є–і–∞—Ъ–µ, –і—Г–±–Є–љ–∞ –Ї–Њ—Б–Є–љ–µ —Б–µ —Г–Ј–Є–Љ–∞—Ш—Г –Є–Ј —В–∞–±–µ–ї–µ –±—А–Њ—Ш —Ш–µ–і–∞–љ. –І–∞—И–∞ —Б–µ –Љ–Њ–ґ–µ —Г–Ї–ї–Њ–љ–Є—В–Є –њ—А–Є–ї–Є–Ї–Њ–Љ —З–Є—И—Ы–µ—Ъ–∞ –і–µ–ї–Њ–≤–∞ –Є–ї–Є –њ–Њ—Б–ї–µ —Ъ–µ–≥–∞, –њ–Њ—Б–µ–±–љ–Є–Љ –Ї–∞–ї–Є–±—А–Є—А–∞–љ–Є–Љ –∞–ї–∞—В–Њ–Љ.
–Я—А–Є–Ї—Щ—Г—З—Ж–Є –Њ–і –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ–∞ –Ј–∞ —Ж–µ–≤–∞—Б—В–Њ –Ј–∞–≤–∞—А–Є–≤–∞—Ъ–µ. –Ф—Г–±–Є–љ–∞ —Б–Ї–Є–і–∞—Ъ–∞ –Є —И–Є—А–Є–љ–∞ –њ–Њ—Б–µ–Ї–Њ—В–Є–љ–∞.
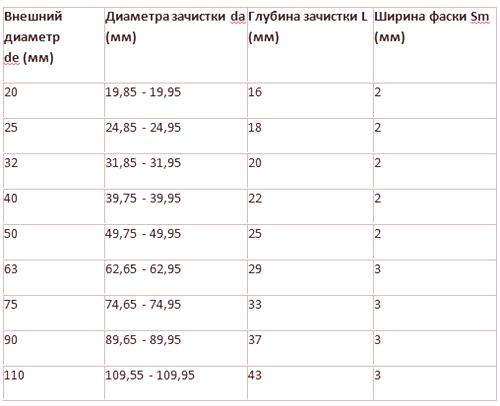
–Ф—Г–±–Є–љ–∞ —Г–Љ–µ—В–Ї–∞ "–Ы1"–љ–∞–Ј–љ–∞—З–µ–љ–∞ —Ш–µ –љ–∞ –њ–Њ–≤—А—И–Є–љ–Є —Ж–µ–≤–Є , –∞ –њ—А–µ—Г–Ј–µ—В–∞ —Ш–µ –Є–Ј —В–∞–±–µ–ї–µ 2.–Ю–і—Г–Ј–Є–Љ–∞—Ъ–µ –Љ–Њ—А–∞ –Њ–±–∞–≤–µ–Ј–љ–Њ –Њ–і–≥–Њ–≤–∞—А–∞—В–Є –і—Г–±–Є–љ–Є —Г–Љ–µ—В–Ї–∞.
–Ф—Г–±–Є–љ–∞ —Г–Љ–µ—В–Ї–∞ –Ы1 (–Љ–Љ): –Љ–∞–Ї—Б–Є–Љ–∞–ї–љ–∞ –і—Г–±–Є–љ–∞ —Г–Љ–µ—В–∞—Ъ–∞ –≥—А–µ—Ш–љ–µ —Ж–µ–≤–Є —Г —Б—В–∞–Ї–ї–Њ –Ј–∞ –Љ–Њ–љ—В–∞–ґ—Г.

–£–Ј–і—Г–ґ–љ—Г –µ—В–Є–Ї–µ—В—Г —Б–µ –љ–∞–љ–Њ—Б–Є –љ–∞ –≤–∞—Ъ—Б–Ї—Г –њ–Њ–≤—А—И–Є–љ—Г —Ж–Є—Ш–µ–≤–Є –Є –Ј–∞–≤–∞—А–µ–љ–µ —Д–Є—В–Є–љ–≥–µ. –Ю–Љ–Њ–≥—Г—Ы–∞–≤–∞ –Є–Ј–±–µ–≥–∞–≤–∞—Ъ–µ –њ–Њ–Ї—А–µ—В–љ–Є—Е –і–µ–ї–Њ–≤–∞ —В–Њ–Ї–Њ–Љ –њ–Њ–≤–µ–Ј–Є–≤–∞—Ъ–∞.
–Я–Њ–≤—А—И–Є–љ–∞ —Ж–µ–≤–Є, –Ї–∞–Њ –Є –њ—А–Є–Љ–µ—Ъ–µ–љ–Є –њ—А–Є–Ї—Щ—Г—З–∞–Ї, –Љ–Њ—А–∞ –±–Є—В–Є –і–Њ–±—А–Њ –Њ—З–Є—И—Ы–µ–љ–∞ –Њ–і —Г—Щ–∞ –Є–ї–Є –њ—А—Щ–∞–≤—И—В–Є–љ–µ. –Э–∞–Ї–Њ–љ –њ–Њ—Б—В–Є–Ј–∞—Ъ–∞ –њ–Њ—В—А–µ–±–љ–Њ–≥ –Ј–∞–≤–∞—А–Є–≤–∞—Ъ–∞ –Ј–∞–≤–∞—А–Є–≤–∞—З–Ї–Њ–≥ –Њ–≥–ї–µ–і–∞–ї–∞, —Ж–Є—Ш–µ–≤, —Г –Ї–Њ–Љ–±–Є–љ–∞—Ж–Є—Ш–Є —Б –∞—А–Љ–∞—В—Г—А–Њ–Љ, —Г–≥—А–∞—Т—Г—Ш–µ —Б–µ —Г –њ–Њ—Б–µ–±–љ–µ —А—Г–Ї–∞–≤—Ж–µ. –Ю–Ї–Њ–≤–Є –±–Є —В—А–µ–±–∞–ї–Њ –і–∞ –±—Г–і—Г—Г–Љ–µ—В–љ—Г—В–Є —Г —Б—В–Њ–њ, –Ј–∞–≤–∞—А–µ–љ–∞ —Ж–µ–≤ –і–Њ –њ—Г–љ–µ –і—Г–±–Є–љ–µ —Б–Ї–Є–і–∞—Ъ–∞. –Э–µ–Њ–њ—Е–Њ–і–љ–Њ —Ш–µ –Љ–∞–ї–Њ –њ—А–Є—З–µ–Ї–∞—В–Є –і–Њ–Ї —Б–µ –і–µ—В–∞—Щ–Є –љ–µ –Ј–∞–≥—А–µ—Ш—Г.
–Ґ–∞–і–∞ —Б–µ –±—А–Ј–Њ —А–∞—Б—В–µ–ґ—Г –Є —Г–±–∞—Ж–µ —Ш–µ–і–љ–∞ —Г –і—А—Г–≥—Г. –Ф—Г–±–Є–љ–∞ —Г–≥—А–∞–і—Ъ–µ —Г–Љ–µ—В–Ї–∞ —В—А–µ–±–∞ –і–∞ –±—Г–і–µ —Ш–µ–і–љ–∞–Ї–∞ –і—Г–ґ–Є–љ–Є –Ы1, –њ—А–µ–Љ–∞ —Г–Ј–і—Г–ґ–љ–Є–Љ —З–≤–Њ—А–Њ–≤–Є–Љ–∞.
–°–њ–Њ—Ш–љ–Є –і–µ–ї–Њ–≤–Є —Б–µ –Љ–Њ—А–∞—Ш—Г –і—А–ґ–∞—В–Є —Г —Д–Є–Ї—Б–љ–Њ–Љ –њ–Њ–ї–Њ–ґ–∞—Ш—Г –Њ–і—А–µ—Т–µ–љ–Њ –≤—А–µ–Љ–µ, –њ—А–µ–Љ–∞ —В–∞–±–µ–ї–Є –±—А–Њ—Ш 3. –Ю–љ–і–∞ —Ш–µ –≤—А–µ–Љ–µ –і–∞ —Б–µ –њ—А–Є—А–Њ–і–љ–Њ –Њ—Е–ї–∞–і–Є. –Э–µ –Љ–Њ–ґ–µ—В–µ –Є—Е –Њ—Е–ї–∞–і–Є—В–Є –≤–µ–љ—В–Є–ї–∞—В–Њ—А–Њ–Љ –Є–ї–Є –Є—Б–њ—Г—Б—В–Є—В–Є —Г —Е–ї–∞–і–љ—Г –≤–Њ–і—Г.
–Т—А–µ–Љ–∞ –Ј–∞–≥—А–µ–≤–∞—Ъ–∞, –Ј–∞–≤–∞—А–Є–≤–∞—Ъ–∞ –Є —Е–ї–∞—Т–µ—Ъ–∞
–Ъ–∞–і–∞ —Ш–µ –њ–Њ–≤—А—И–Є–љ–∞ –µ–ї–µ–Љ–µ–љ–∞—В–∞ –і–Њ–≤–Њ—Щ–љ–Њ –Њ—Е–ї–∞—Т–µ–љ–∞, –њ–Њ—В—А–µ–±–љ–Њ —Ш–µ –Є–Ј–≤—А—И–Є—В–Є —Е–Є–і—А–∞—Г–ї–Є—З–Ї–Є —В–µ—Б—В.
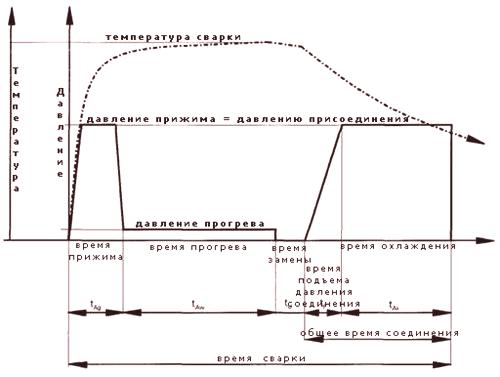
–Ю–њ—Б–µ–Ј–Є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ —Г –Ї–Њ–љ—В–∞–Ї—В–љ–Њ–Љ –Ј–∞–≤–∞—А–Є–≤–∞—Ъ—Г.

–Я—А–Њ–Љ–µ–љ–µ –њ—А–Є—В–Є—Б–Ї–∞ –Є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ —В–Њ–Ї–Њ–Љ —Б—Г—З–µ–Њ–љ–Њ–≥ –Ј–∞–≤–∞—А–Є–≤–∞—Ъ–∞ –њ—А–Є–Ї–∞–Ј–∞–љ–µ —Б—Г –љ–∞ —Б–ї–Є—Ж–Є –Є—Б–њ–Њ–і:
–Э–Є—Ш–∞–љ—Б–µ –Є–Ј–і—А–ґ—Щ–Є–≤–Њ—Б—В–Є –ґ–µ—Щ–µ–љ–Њ–≥ —В–Њ–њ–ї–Њ—В–љ–Њ–≥ —А–µ–ґ–Є–Љ–∞
–Ш–Ј—А–∞—З—Г–љ–∞–≤–∞—Ш—Г—Ы–Є –±—Г–і—Г—Ы—Г —И–µ–Љ—Г —Ж—Ш–µ–≤–Њ–≤–Њ–і–∞, —А–∞–Ј–Љ–Є—Б–ї–Є—В–µ –Њ —В–Њ–Љ–µ –Ї–∞–Ї–Њ —Ы–µ —Б–µ –Є–љ—Б—В–∞–ї–∞—Ж–Є—Ш–∞ –Њ–±–∞–≤–Є—В–Є. –Ь–Њ—А–∞—В–µ –љ–∞—Б—В–Њ—Ш–∞—В–Є –і–∞ –і–Њ–±–Є—Ш–µ—В–µ –Љ–Є–љ–Є–Љ–∞–ї–љ—Г —Г–і–∞—Щ–µ–љ–Њ—Б—В –Є–Ј–Љ–µ—Т—Г –Љ–∞—И–Є–љ–µ –Ј–∞ –ї–µ–Љ—Щ–µ—Ъ–µ –Є —В–∞—З–Ї–µ –њ—А–Є–Ї—Щ—Г—З–µ—Ъ–∞.
–Р–Ї–Њ —Ш–µ –њ—А–Њ—А–∞—З—Г–љ –љ–∞–њ—А–∞–≤—Щ–µ–љ –њ–Њ–≥—А–µ—И–љ–Њ, –∞ –Љ–µ—Б—В–Њ –Ј–∞–≤–∞—А–Є–≤–∞—Ъ–∞ —Ы–µ –±–Є—В–Є –љ–∞ –љ–µ–њ—А–Є—Б—В—Г–њ–∞—З–љ–Њ–Љ –Љ–µ—Б—В—Г, –њ–Њ—В—А–µ–±–љ–Њ —Ш–µ –Ј–∞–≥—А–µ—Ш–∞—В–Є –і–µ–Њ –љ–∞ –Ј–љ–∞—З–∞—Ш–љ–Њ—Ш —Г–і–∞—Щ–µ–љ–Њ—Б—В–Є –Њ–і —В–∞—З–Ї–µ –Љ–Њ–љ—В–∞–ґ–µ. –£ –Њ–≤–Њ–Љ —Б–ї—Г—З–∞—Ш—Г, –њ–Њ—Б—В–Њ—Ш–µ –≤–µ–ї–Є–Ї–Є –≥—Г–±–Є—Ж–Є —В–Њ–њ–ї–Њ—В–µ, —Ш–µ—А —Ш–µ –њ–Њ—В—А–µ–±–љ–Њ —Г–Ї—Щ—Г—З–Є—В–Є —В—А–∞–љ—Б–њ–Њ—А—В –і–µ–ї–Њ–≤–∞ –Ј–∞ –Њ–±–∞–≤—Щ–∞—Ъ–µ —Б–њ–Њ—Ш–љ–Є—Ж–µ. –Ъ–∞–Њ —А–µ–Ј—Г–ї—В–∞—В —В–∞–Ї–≤–Є—Е –љ–µ–Ј–∞–њ–∞–ґ–µ–љ–Є—Е —В—А–µ–љ—Г—В–∞–Ї–∞ –і–Њ–ї–∞–Ј–Є –і–Њ —Ш–∞–Ї–Њ–≥ —Б–ї–∞–±—Щ–µ—Ъ–∞ —И–∞–≤–∞.
–Р–Ї–Њ —Б–µ –ї–∞–ґ–љ–Њ –Є–Ј—А–∞—З—Г–љ–∞ —А–µ–і–Њ—Б–ї–µ–і –Є–љ—Б—В–∞–ї–∞—Ж–Є—Ш–µ, –Љ–Њ–ґ–µ —Б–µ –Є–Ј–≤–µ—Б—В–Є –ї–µ–Љ—Щ–µ—Ъ–µ–њ–Њ—Б—В–Њ—Ш–Є —Б–Є—В—Г–∞—Ж–Є—Ш–∞ —Г –Ї–Њ—Ш–Њ—Ш —Ы–µ –±–Є—В–Є –љ–µ—А–µ–∞–ї–љ–Њ –Њ—В–Ї—А–Є—В–Є –њ–Њ—Б–ї–µ–і—Ъ–µ –і–µ—В–∞—Щ–µ, —Ш–µ—А —Б–µ –≥—А–µ—Ш–љ–Є —Г—А–µ—Т–∞—Ш —Ш–µ–і–љ–Њ—Б—В–∞–≤–љ–Њ –љ–µ –Љ–Њ–ґ–µ –Є–љ—Б—В–∞–ї–Є—А–∞—В–Є –Є–Ј–Љ–µ—Т—Г –і–µ–ї–Њ–≤–∞. –Ф–∞ –±–Є —Б–µ –њ–Њ–≤–µ—Ы–∞–Њ –Ј–∞–Ј–Њ—А, –њ–Њ—В—А–µ–±–љ–Њ —Ш–µ –і–µ—Д–Њ—А–Љ–Є—Б–∞—В–Є –Њ–і—А–µ—Т–µ–љ–µ –і–Є—Ш–µ–ї–Њ–≤–µ —Ж—Ш–µ–≤–Њ–≤–Њ–і–∞, –Њ–Љ–Њ–≥—Г—Ы—Г—Ш—Г—Ы–Є —Г–Љ–µ—В–∞—Ъ–µ —Г—А–µ—Т–∞—Ш–∞ –Ј–∞ –ї–µ–Љ—Щ–µ—Ъ–µ. –Ґ–∞–Ї–∞–≤ —А–∞–і –Љ–Њ–ґ–µ –њ–Њ–Ї–≤–∞—А–Є—В–Є –Є–Ј–≥–ї–µ–і –Ї–Њ–Љ—Г–љ–Є–Ї–∞—Ж–Є—Ш–µ. –Ь–Њ–≥—Г—Ы–∞ –њ–Њ—Ш–∞–≤–∞ —Б—В–∞—В–Є—З–Ї–Њ–≥ –љ–∞–њ–Њ–љ–∞ –љ–µ–Ї–Є—Е –њ–Њ–і—А—Г—З—Ш–∞ —Б–Є—Б—В–µ–Љ–∞.
–Т–µ–Њ–Љ–∞ –≤–µ–ї–Є–Ї–∞ –≥—А–µ—И–Ї–∞, –Ј–±–Њ–≥ –Ї–Њ—Ш–µ –љ–Є—Ш–µ –Љ–Њ–≥—Г—Ы–µ –Ї–Њ–љ—В—А–Њ–ї–Є—Б–∞—В–Є —В–µ–Љ–њ–µ—А–∞—В—Г—А—Г, —Ш–µ —Г–Ј–∞—Б—В–Њ–њ–љ–Њ –Ј–∞–≥—А–µ–≤–∞—Ъ–µ –≥—А–µ–і–Є—Ж–∞ –љ–µ–њ–Њ—Б—А–µ–і–љ–Њ –њ—А–µ —Б–њ–Њ—Ш–∞. –Ф—А—Г–≥–Є–Љ —А–µ—З–Є–Љ–∞, —Б–≤–∞–Ї–∞ —Б—В–∞–≤–Ї–∞ —Б–µ –Ј–∞–≥—А–µ–≤–∞ –Њ–і–≤–Њ—Ш–µ–љ–Њ. –Ъ–∞–Њ —А–µ–Ј—Г–ї—В–∞—В —В–Њ–≥–∞, —В–µ–Љ–њ–µ—А–∞—В—Г—А–љ–Є —А–µ–ґ–Є–Љ —Ш–µ –њ–Њ—В–њ—Г–љ–Њ –љ–∞—А—Г—И–µ–љ.
–Ґ–∞–Ї–∞–≤ –њ–Њ–≥—А–µ—И–∞–љ –њ—А–Є—Б—В—Г–њ –Љ–Њ–ґ–µ –і–Њ–≤–µ—Б—В–Є –і–Њ —Ш–∞–Ї–Њ–≥ —Е–ї–∞—Т–µ—Ъ–∞ –і–Є—Ш–µ–ї–∞ –Ј–±–Њ–≥ –≤—А–µ–Љ–µ–љ–∞ –Ї–Њ—Ш–µ —Ш–µ –њ–Њ—В—А–µ–±–љ–Њ –Ј–∞ –Ј–∞–≥—А–Є—Ш–∞–≤–∞—Ъ–µ. –Я–Њ—Б—В–Њ—Ш–Є –љ–∞–Љ–µ—А–∞–љ –≥—Г–±–Є—В–∞–Ї —В–Њ–њ–ї–Њ—В–µ. –Ґ–∞–Ї–∞–≤ –љ–∞—З–Є–љ —Б–њ–∞—Ш–∞—Ъ–∞ –і–Є—Ш–µ–ї–Њ–≤–∞ –љ–µ –і–Њ–њ—Г—И—В–∞ –њ—А–∞–≤–Є–ї–∞–љ —А–∞–і –Є –њ—А–Њ—Ж–µ—Б –Њ–Љ–µ–Ї—И–∞–≤–∞—Ъ–∞ –Љ–∞—В–µ—А–Є—Ш–∞–ї–∞ –њ–Њ—Б—В–∞—Ш–µ –љ–µ–њ—А–µ–і–≤–Є–і—Щ–Є–≤. –°—В—А–Њ–≥–Њ —Ш–µ –Ј–∞–±—А–∞—Ъ–µ–љ–Њ —Ъ–µ–≥–Њ–≤–Њ –Ї–Њ—А–Є—И—Ы–µ—Ъ–µ.
–Ч–∞ –њ—А–∞–≤–Є–ї–љ—Г –Ї–Њ–љ—В—А–Њ–ї—Г —В–µ–Љ–њ–µ—А–∞—В—Г—А–љ–µ–≥–∞ —А–µ–ґ–Є–Љ–∞ –Љ–Њ—А–∞ —Б–µ —Г–Ј–µ—В–Є —Г –Њ–±–Ј–Є—А –љ–µ–Ї–Њ–ї–Є–Ї–Њ –Ї—А–Є—В–µ—А–Є—Ш—Г–Љ–∞:
1. –Ъ–≤–∞–ї–Є—В–µ—В –∞–њ–∞—А–∞—В–∞ –Ј–∞ –Ј–∞–≤–∞—А–Є–≤–∞—Ъ–µ –Ј–∞ —А–∞–і —Б–∞ –њ–Њ–ї–Є–њ—А–Њ–њ–Є–ї–µ–љ—Б–Ї–Є–Љ –њ—А–Њ–Є–Ј–≤–Њ–і–Є–Љ–∞ —В—А–µ–±–∞ –і–∞ –Њ–Љ–Њ–≥—Г—Ы–Є –Њ–і—А–ґ–∞–≤–∞—Ъ–µ –Њ–і—А–µ—Т–µ–љ–Є—Е –њ–∞—А–∞–Љ–µ—В–∞—А–∞ —Г–Ј –Љ–Є–љ–Є–Љ–∞–ї–љ—Г –≥—А–µ—И–Ї—Г.
2. –Ь–Њ—А–∞ –њ–Њ—Б—В–Њ—Ш–∞—В–Є –Љ–∞—Ъ–µ –Њ–і 1,5 –Љ–µ—В–∞—А–∞ –Є–Ј–Љ–µ—Т—Г –Ј–∞–≤–∞—А–Є–≤–∞—З–∞ –Є –њ—А–Є–Ї—Щ—Г—З–љ–Њ–≥ –њ–Њ–і—А—Г—З—Ш–∞.
3. –Ю–њ–µ—А–∞—Ж–Є—Ш–µ —Б–µ –Љ–Њ—А–∞—Ш—Г –Њ–±–∞–≤–Є—В–Є —Г –≥—А–µ—Ш–љ–Њ—Ш –њ—А–Њ—Б—В–Њ—А–Є—Ш–Є.
4. –Я—А–Є—Ш–µ –њ–Њ—З–µ—В–Ї–∞ –Ј–∞–≤–∞—А–Є–≤–∞—Ъ–∞, –њ–∞–Ј–Є—В–µ –і–∞ —Ш–µ —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ —Б–њ–∞—Ш–∞—Ъ–∞ –і–Є—Ш–µ–ї–Њ–≤–∞ –њ—А–Є–±–ї–Є–ґ–љ–Њ —Ш–µ–і–љ–∞–Ї–∞.