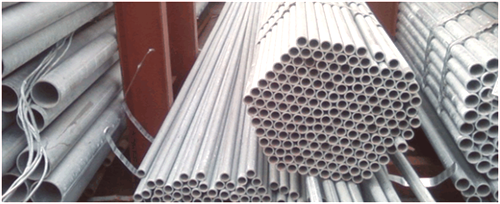
Упркос богатству тржишта за многе врсте високотехнолошких полимерних цеви, данас се широко користи метал за уградњу система грејања, топле и хладне воде. Металне цијеви за ове намјене су углавном израђене од челика и бакра, рјеђе од алуминија. Сваки тип таквих цеви, у зависности од материјала за производњу, има скуп индивидуалних карактеристика које пружају потрошачу довољно могућности за маневар у избору.

Један од најчешћих типова цеви су производи од челика са цинковим премазима - материјал са много позитивних карактеристика, али специфичан за употребу. Размотрите шта је материјал и како користити поцинковане цеви за грејање.
Методе производње и врсте поцинкованих цеви
Главни непријатељ челичних цеви је корозија. Један од начина заштите је наношење заштитног слоја цинка на површину челичне цеви, након чега се материјал приписује посебној подгрупи - галванизованој цеви за водовод и грејање.
Метода је умерено скупа, тако да цена челичне цеви након поцинчавања остаје приступачна - са приближним односом цена, види табелу испод:
| Величина ГВП цеви
(гасоводи) |
Цена (руб. /М) | |
| челични челик | поцинковано | |
| 15х2,8 ст1-3сп /пс | 33 | 50 |
| 20к2,8 ст1-3п /пс | 42 | 66 |
| 25к2,8 ст1-3п /пс | 59 | 95 |
| 32к2.8 ст1-3п /пс | 81 | 127 |
| 40х2,8 ст1-3сп /пс | 90 | 155 |
| 50к2, 8 ст1-3п /пс | 117 | 194 |
Премаз цинка може се наносити на челичну цев од било које технологије - равну, са спиралним шавом, бешавне, тако да су поцинковане цеви према присуству шава класификоване на исти начин као и обични.
Не постоји самостални стандард за поцинковане производе. Челичне цеви са заштитом од цинка се производе у складу са нормативним документима за заварене предмете са директним шавом (ГОСТ 10704) и материјалом за гасовод (ГОСТ 3262-75).
Методе за премазивање цинка
Цинк премаз, у зависности од услова рада цеви, може се извести и на његовој спољашњој површини и на унутрашњој страни.
Постоје 4 методе галванизације цеви, од којих се свака користи у зависности од величине производа и захтева који се постављају на дебљину и чврстоћу цинковог премаза:
- топло - припремљени део је уроњен у растопљени цинк, који обезбеђује висок квалитет и трајност премаза, али је потрошња енергије у процесу висока;
- хладни производи су обојени у једном од метода бојања супстанцама које садрже цинк, што не обезбеђује високу чврстоћу цинковог слоја (користи се за заштиту од корозије већ монтираних конструкција);
- електро-галванско - облагање се врши електролизом, тј. Таложење на делу (аноде) цинка раствореног у електролиту (катода), уз пролаз електричнихструја;

- гасно-термални - уређај заштитног премаза прскањем плином и пламеном на површини дела цинковог праха, недостатак - порозности и ниске чврстоће слоја;
- Термо-дифузна - делови су прекривени слојем цинка, који се након загревања до 2500 степени. у парном стању, користи се за обраду малих делова у великим количинама - вијци, вијци, матице, подлошке које захтевају високу адхезију цинка са металом.

Параметри поцинкованих челичних цеви
Основни техни ~ ки параметри на ~ ели ~ ните цевци со цинкање:
- спољни пречник (10,2 - 165 мм);
- Тежина 1 м цеви (0,4 - 22 кг);
- условни пролаз (6 - 150 мм);
- дебљина зида (1,8 - 5,5 м);
- дужина (4-12 м).
Као и код конвенционалних цијеви, зидови од поцинкованих производа могу бити лагани, ојачани или стандардни, прецизност изведбе је додијељена обичном или повишеном.
Важно! Заштитни цинков премаз се наноси на целу површину производа и има дебљину од 30 микрона. Ексфолијација заштитног слоја, љуштење и просипање на њу није дозвољена ("Цеви челични водовод", Спецификације, ГОСТ 3262-75, рев 4,6).
Предности и недостаци
Већина карактеристика галванизованих ХГП цеви, позитивних и негативних, подудара се са параметрима производа од црног челика, али постоје и индивидуалне особине.
предности
- Трајност (посебно на празнини).
- Отпорност на пожар.
- Ниски коефицијент продужења температуре.
- Апсолутностезање
- Отпорност на ударна оптерећења.
- Трајност.
- Могућност коришћења као измењивача топлоте.
- Способност монтирања, укључујући и текуће поправке, властитим рукама.
- Два начина монтаже (заваривање, навојни прикључак).
- Једноставност располагања.
У корист челичних ХВП цеви, чињеница да је спољни гасовод од главног вода до потрошача дозвољен само од челика.
недостаци
- Значајан удио.
- Електрична проводљивост.
- Велика топлотна проводљивост (потреба за изолацијом цеви у системима грејања и ПТВ).
- Склоност ка корозији код оштећења цинка је оштећена.
Методе монтаже и монтаже
Поцинковане цеви које формирају систем за грејање или ПТВ монтирају се на три начина:
- заваривање;
- прирубнички прикључак;
- навојни прикључак;
- лемљење.
Заваривање поцинкованих цеви
Водоводне цеви са цинковом превлаком могу се користити за електрично или гасно заваривање - оба типа инсталација су погодна за кратко време. Али постоји један негативан фактор, чија акција треба да се минимизира, јер потпуно елиминише то неће успети.
Чињеница је да температура заваривачког шава досеже 1200 степени, а цинк цури на 906 степени, а од загревања у процесу заваривања почиње да испарава. Овим се дешава следеће:
- \ т
- штетне ефекте паре цинка на заваривач, до почетка даха, јер су отровни;
- испарава цинк излажући челик и чини га осјетљивим на корозију;
- парови цинка доприносе формирању пора у завареном споју и пукотинама које смањују чврстоћу споја.
Да би се максимизирала локализација ових процеса прије почетка заваривања, не рачунајући обавезни уређај за ефективну вентилацију просторије, потребно је подузети сљедеће кораке.
- да се припреме ивице зглоба, односно, да се на њима направи спољашњи скор и да се уклони цинков слој на 25-30 мм са обе стране везе;

- проводити заваривање зглоба са накнадним испирањем шава за заваривање из шљаке и премазивањем изложених површина цијеви која садржи цинк (садржај цинкове прашине - 94%, везивање - 6%) - хладно цинковање.
Да би се спречило кључање цинковог слоја, могуће је обрадити зглоб са хлороводоничном киселином 5 цм у оба смера, али у том случају ће се током заваривања формирати киселинска пара.
Важно! Према тачки 4.6 СП (Правилник о зградама) од 73.13330.2012, уређај заварених спојева на цевоводима од поцинкованог челика није дозвољен, јер се цинк не уклања са унутрашње површине цеви пре заваривања, а цинк паре, чије се формирање у овом случају не може избећи, узрокују формирање у шаву пора и шкољки. Међутим, овај документ је добровољна апликација, а ако се пројекат не односи на обавезну употребу ове ставке, дозвољена је уградња поцинкованих цијеви заваривањем.
У циљу минимизирања утицаја цинка на квалитет заваривања, инсталацију треба извршити уз следеће препоруке:
- за обављање заваривања на малој брзини, али избегавајући снимање цеви, и са повећаном вредношћу јачине струје;
- да се користе електроде са рутилним премазом (састав електроде садржи титанијум оксид).
Електрично заваривање цинканих цијеви захтијева одређене вјештине заваривача. Поред спољне облоге електроде, квалитет шава утиче и на дебљину штапа, што ће проузроковати снагу лука - прекомерна дебела електрода троши зид, а танак не обезбеђује потребну чврстоћу вара. За заваривање поцинкованих цеви дебљине зида од 1,5 - 5 мм користе се електроде пречника 2-3 мм.
Прирубнички спој поцинкованих цеви
Овај метод се заснива на споју између вијака фрагмената цеви, на чијим крајевима су заварене прирубнице - челични прстенови са унутрашњим пречником који је једнак спољашњем пречнику цеви и отворима дуж обода за монтажне вијке. Две прирубнице различитих фрагмената се наносе једна на другу помоћу средњег бртвила и затежу се завртњима или завртњима.

Код овог начина уградње постоји исти негативни фактор као у завареном споју - у процесу заваривања прирубница на цијевима долази до кључања цинка и уништавања заштитног слоја у подручју заваривања. Због тога је неопходно предузети и мере за локализацију утицаја температурецинк слој, а након завршетка заваривања очистити шав и нанијети на њега антикорозивни цинков премаз (хладно цинковање).
Прирубнички прикључак није компактан, па се у већини случајева користи при полагању цјевовода у помоћним просторијама или извана. На бочној страни прирубнице налази се прстенасто подручје које се назива огледало. Између два огледала, прирубнице се спајају пре него што се повуку, паронитна заптивка са отвором, чији пречник мора да се поклапа са унутрашњим пречником цеви, је уграђен. Спољни пречник заптивача је једнак размаку између супротних монтажних вијака.
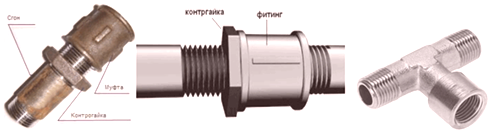
Навојни прикључак
Овакав начин уградње елиминира потребу за примјеном метода термичког повезивања и проводи се уз помоћ различитих типова спојница које су намијењене за спајање појединачних дијелова цјевовода након резања на њима.
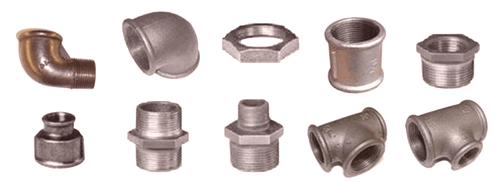
Склоп на резбарењу такође има своје недостатке:
- процес резања резбарења је радно интензиван и захтева време;
- алат за резање (матрица) са резањем навоја уклања слој челика одређене дебљине, заједно са заштитним цинковим премазом.
- Затегнутост навојног споја осигурава намотавање навојне ФУМ траке, бртвене пасте или средства за скидање боје, које на крају губе своја својства и потребно их је замијенити.
Лемљење поцинкованих цеви
За монтажу система за грејање или ПТВ од поцинкованих цеви без оштећењацинков слој, користи се лем, који се извршава у следећем редоследу:
- , крајеви цеви се спајају и, ако је дебљина зида већа од 3 мм, извршите скошење на спољним ивицама;
- зглобови се одмашћују загријавањем, након чега се флукс, који се загријава до пластичности (састав ХЛС-Б), наноси дебелим слојем на површину која је везана за планирани спој;
- крајеви су са размаком од 2-3 м;
- пламен је изложен вишку кисеоника.
Величина горионика се бира у зависности од пречника и дебљине зида поцинковане цеви:
За висококвалитетно лемљење поцинкованих цеви потребно је придржавати се правила: величина пламеника би требала бити мања од једне јединице код заваривања цијеви исте величине без цинковог премаза. У процесу лемљења, пламен мора бити концентрисан на повезаним ивицама, а размак споја искључује загревање и испаравање цинка из слоја флукса.

Спојни спојеви висококвалитетног лемљења поцинкованих цеви не захтевају додатну антикорозивну заштиту, али примена боје на бази цинка као операција осигурања неће бити завршена.
Специфичност примене поцинкованих цеви у системима грејања и топле воде
Цеви са цинковим премазом у системима грејања и водоводним цевима се користе узимајући у обзир радне услове.
Ако температура расхладне течности не прелази 65 степени, онда цинков премаз успјешно обавља своје функције. У северним регионима, где је овај параметар много већи, унутрашњи цинков слој је под утицајемвисока температура реагује са водом:
Зн + Х20 = ЗнО + Х2.
Обе супстанце добијене као резултат такве интеракције су негативни фактори:
- ЗнО - то су пахуљице које падају у опсаду и зачепљују лумен цјевовода малог пречника;
- Х2 је водоник који је у мешавини са ваздухом у одређеној пропорцији експлозиван или, у најмању руку, формира саобраћајне гужве у систему.
Због тога је у ХВП системима и грејању са температуром расхладног средства изнад 60 степени дозвољено коришћење цеви само са спољашњим заштитним цинковим премазом који штити цевовод од корозије током периода неактивности. Међутим, када вода улази на површину вруће цеви, цинкаста љуска почиње да се љушти са подлоге, тако да се избегне ово, потребно је обојити такве цевоводе преко цинка, што ће довести до још већег поскупљења система.
Закључак: примена у ХВП системима и грејање са температуром расхладне течности изнад 60 степени цеви, споља поцинчана, неразумно је скупа, а изнутра цинкована - штетна и опасна.
закључак
Водоводна цијев од челика поцинчана цијев данас је потражња за материјалом, али ју је потребно користити и монтирати са значајкама заштитног премаза, тако да се достојанство цинка користи рационално, а не да постане фактор, само повећава трошкове рада.

