–°–į–≤—Ä–Ķ–ľ–Ķ–Ĺ–Ķ —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—ė–Ķ –ł–∑–≥—Ä–į–ī—ö–Ķ —Ā—ā–į–ľ–Ī–Ķ–Ĺ–ł—Ö –ĺ–Ī—ė–Ķ–ļ–į—ā–į –≥—Ä–Ķ—ė–į—ö–Ķ–ľ, –≤–ĺ–ī–ĺ–≤–ĺ–ī–ĺ–ľ —Ā—É —Ä–į–∑–Ĺ–ĺ–≤—Ä—Ā–Ĺ–Ķ –ł —É–ļ—ô—É—á—É—ė—É —É–Ņ–ĺ—ā—Ä–Ķ–Ī—É —Ü–Ķ–≤–ł —Ā–į –≤–ł—Ā–ĺ–ļ–ł–ľ —ā–Ķ—Ö–Ĺ–ł—á–ļ–ł–ľ –ļ–į—Ä–į–ļ—ā–Ķ—Ä–ł—Ā—ā–ł–ļ–į–ľ–į. –Ē–į–Ĺ–į—Ā, –∑–į –≤–ĺ–ī–ĺ–≤–ĺ–ī–Ĺ–Ķ –ł –≥—Ä–Ķ—ė–Ĺ–Ķ —Ā–ł—Ā—ā–Ķ–ľ–Ķ, —Ü–Ķ–≤–ł —Ā–Ķ –ļ–ĺ—Ä–ł—Ā—ā–Ķ –ļ–į–ļ–ĺ –ĺ–ī —ā—Ä–į–ī–ł—Ü–ł–ĺ–Ĺ–į–Ľ–Ĺ–ł—Ö –ľ–į—ā–Ķ—Ä–ł—ė–į–Ľ–į, —ā–į–ļ–ĺ –ł –ļ–≤–į–Ľ–ł—ā–Ķ—ā–Ĺ–ł—ė–Ķ, –ł –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī–Ķ —Ā–Ķ –Ĺ–ĺ–≤–ł–ľ —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—ė–į–ľ–į —É–∑ —É–Ņ–ĺ—ā—Ä–Ķ–Ī—É –Ņ–ĺ–Ľ–ł–ľ–Ķ—Ä–į.
–ú–ĺ–ī–Ķ—Ä–Ĺ–ł —Ā–ł—Ā—ā–Ķ–ľ–ł –≥—Ä–Ķ—ė–į—ö–į —Ā–Ķ –ľ–ĺ–Ĺ—ā–ł—Ä–į—ė—É –Ĺ–į —Ā–Ľ–Ķ–ī–Ķ—õ–Ķ —ā–ł–Ņ–ĺ–≤–Ķ –ł —ā–ł–Ņ–ĺ–≤–Ķ —Ü–Ķ–≤–ł:
- –ľ–Ķ—ā–į–Ľ (–Ī–į–ļ–į—Ä, —á–Ķ–Ľ–ł–ļ, –Ĺ–Ķ—Ä—í–į—ė—É—õ–ł —á–Ķ–Ľ–ł–ļ);
- –Ņ–Ľ–į—Ā—ā–ł–ļ–į (–ü–í–¶-–ü–í–¶, –ü–ē-–Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ, –ü–ü-–Ņ–ĺ–Ľ–ł–Ņ—Ä–ĺ–Ņ–ł–Ľ–Ķ–Ĺ, –ü–ē–ö–°-–ĺ–ī –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ–į);
- –ľ–Ķ—ā–į–Ľ-–Ņ–Ľ–į—Ā—ā–ł–ļ–į.
–†–į–∑–ľ–ĺ—ā—Ä–ł–ľ–ĺ –ī–Ķ—ā–į—ô–Ĺ–ł—ė–Ķ –Ņ–ĺ—Ā–Ľ–Ķ–ī—ö—É –≥—Ä—É–Ņ—É - –ľ–Ķ—ā–į–Ľ-–Ņ–Ľ–į—Ā—ā–ł—á–Ĺ–Ķ —Ü–Ķ–≤–ł –∑–į –≥—Ä–Ķ—ė–į—ö–Ķ, —ą–ł—Ä–ĺ–ļ–ĺ –ļ–ĺ—Ä–ł—ą—õ–Ķ–Ĺ–Ķ –ł—É —Ā–≤–į–ļ–ĺ–ī–Ĺ–Ķ–≤–Ĺ–ĺ–ľ –∂–ł–≤–ĺ—ā—É –ł—É –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—ö–ł.
–ė–∑–≥—Ä–į–ī—ö–į –ľ–Ķ—ā–į–Ľ-–Ņ–Ľ–į—Ā—ā–ł—á–Ĺ–ł—Ö —Ü–Ķ–≤–ł.
–ú–ü —Ü–Ķ–≤–ł, –ļ–į–ĺ –ł –ĺ—Ā—ā–į–Ľ–Ķ –≤–į—Ä–ł—ė–į–Ĺ—ā–Ķ –ĺ–≤–Ķ –≥—Ä—É–Ņ–Ķ –ľ–į—ā–Ķ—Ä–ł—ė–į–Ľ–į, –ļ–į—Ä–į–ļ—ā–Ķ—Ä–ł—ą—É –ī–≤–į –≥–Ķ–ĺ–ľ–Ķ—ā—Ä–ł—ė—Ā–ļ–į –Ņ–į—Ä–į–ľ–Ķ—ā—Ä–į:
- –ļ—Ä–ĺ–∑ –Ņ—Ä–Ķ—á–Ĺ–ł–ļ;
- –ī–Ķ–Ī—ô–ł–Ĺ—É –∑–ł–ī–į.
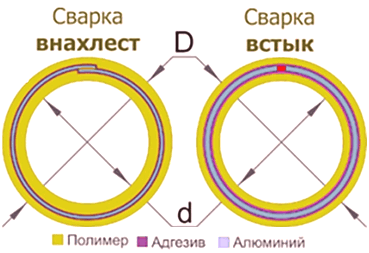
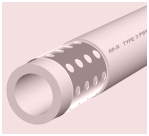
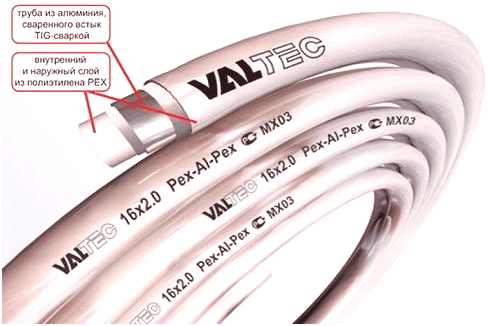
–ó–Ī–ĺ–≥ —ā–ĺ–≥–į —ė–Ķ –ĺ–Ņ–ł—Ā –ļ–ĺ–Ĺ—Ā—ā—Ä—É–ļ—Ü–ł—ė–Ķ –ľ–Ķ—ā–į–Ľ-–Ņ–Ľ–į—Ā—ā–ł—á–Ĺ–Ķ —Ü–Ķ–≤–ł —Ā–≤–Ķ–ī–Ķ–Ĺ —Ā–į–ľ–ĺ –Ĺ–į —Ä–į–∑–ľ–į—ā—Ä–į—ö–Ķ —Ā—ā—Ä—É–ļ—ā—É—Ä–Ķ —ö–Ķ–≥–ĺ–≤–ĺ–≥ –∑–ł–ī–į - —ô—É—Ā–ļ–Ķ –ĺ–ī –ī–≤–į —Ā–Ľ–ĺ—ė–į –Ņ–ĺ–Ľ–ł–ľ–Ķ—Ä–į —Ā–į –į–Ľ—É–ľ–ł–Ĺ–ł—ė—É–ľ—Ā–ļ–ł–ľ —Ā–Ľ–ĺ—ė–Ķ–ľ (0,2-0,6 –ľ–ľ), –≤–Ķ–∑–į–Ĺ–ĺ–≥ –Ņ–ĺ—Ā–Ķ–Ī–Ĺ–ł–ľ –≤–ł—Ā–ļ–ĺ–∑–Ĺ–ł–ľ. –Ē–į–ļ–Ľ–Ķ, –ĺ–≤–ĺ —ė–Ķ –į–Ľ—É–ľ–ł–Ĺ–ł—ė—É–ľ—Ā–ļ–į —Ü–Ķ–≤ —Ā–į —É–∑–ī—É–∂–Ĺ–ł–ľ —ą–į–≤–ĺ–ľ, –ł–∑—Ä–į—í–Ķ–Ĺ–į –Ľ–į—Ā–Ķ—Ä–ĺ–ľ –ł–Ľ–ł —É–Ľ—ā—Ä–į–∑–≤—É–ļ–ĺ–ľ, –ļ–ĺ—ė–į –ł–ľ–į —É–Ĺ—É—ā—Ä–į—ą—ö—É –ł —Ā–Ņ–ĺ—ô–į—ą—ö—É —ô—É—Ā–ļ—É –ĺ–ī –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ–į.
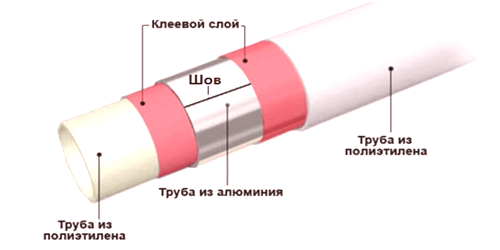
–£–∑–ī—É–∂–Ĺ–ĺ –∑–į–≤–į—Ä–ł–≤–į—ö–Ķ –į–Ľ—É–ľ–ł–Ĺ–ł—ė—É–ľ—Ā–ļ–Ķ —ô—É—Ā–ļ–Ķ –ľ–ĺ–∂–Ķ —Ā–Ķ –Ĺ–į–Ņ—Ä–į–≤–ł—ā–ł –ĺ–Ī–Ľ–į–≥–į—ö–Ķ–ľ –ł–Ľ–ł –Ņ—Ä–Ķ–ļ–Ľ–į–Ņ–į—ö–Ķ–ľ. –£—Ā–ł–ī—Ä–į–≤–į—ö–Ķ –ĺ–ļ–Ľ–ĺ–Ņ–į —É—á–ł–Ĺ–ł–Ľ–ĺ –≥–į —ė–Ķ –ļ–≤–į–Ľ–ł—ā–Ķ—ā–Ĺ–ł—ė–ł–ľ, –Ņ—Ä–Ķ–ļ–Ľ–į–Ņ–į—ė—É—õ–ł–ľ - —ė–Ķ–ī–Ĺ–ĺ—Ā—ā–į–≤–Ĺ–ł—ė–ł–ľ —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—ė–į–ľ–į, –ī–į–ļ–Ľ–Ķ –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī–ł–ľ–į —Ā–į –į–Ľ—É–ľ–ł–Ĺ–ł—ė—É–ľ—Ā–ļ–ł–ľ —Ā–Ľ–ĺ—ė–Ķ–ľ,—ą–į–≤–į —á–ł–Ņ–ļ–Ķ, —Ā–ļ—É–Ņ—ô–Ķ.
–ü–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ—Ā–ļ–Ķ –ľ–Ķ–ľ–Ī—Ä–į–Ĺ–Ķ –ĺ–Ī–Ķ–∑–Ī–Ķ—í—É—ė—É –Ĺ–Ķ–Ņ—Ä–ĺ–Ņ—É—Ā–Ĺ–ĺ—Ā—ā —Ü–Ķ–≤–ĺ–≤–ĺ–ī–į, —ā–ĺ–Ņ–Ľ–ĺ—ā–Ĺ—É –ł–∑–ĺ–Ľ–į—Ü–ł—ė—É —ā—Ä–į–Ĺ—Ā–Ņ–ĺ—Ä—ā–ĺ–≤–į–Ĺ–ĺ–≥ –ľ–Ķ–ī–ł—ė–į –ł –ľ–ĺ–≥—É –ł–∑–ī—Ä–∂–į—ā–ł –ĺ–ī—Ä–Ķ—í–Ķ–Ĺ–ł –ī–Ķ–ĺ –Ņ—Ä–ł—ā–ł—Ā–ļ–į –ļ–ĺ—ė–ł —Ā–Ķ –Ņ—Ä–ł–ľ–Ķ—ö—É—ė–Ķ –Ĺ–į —Ü–Ķ–≤–ĺ–≤–ĺ–ī –Ņ—Ä–ĺ–≤–ĺ–ī–Ĺ–ł–ļ–į —ā–ĺ–Ņ–Ľ–ĺ—ā–Ķ, –į –į–Ľ—É–ľ–ł–Ĺ–ł—ė—É–ľ—Ā–ļ–į —Ü–Ķ–≤ —ė–ĺ—ą –ī–ĺ–ī–į—ė–Ķ —Ā—ā—Ä—É–ļ—ā—É—Ä–Ķ —á–≤—Ä—Ā—ā–ĺ—õ–Ķ, –ļ–į–ĺ –ł —Ā–ľ–į—ö—É—ė–Ķ –≤–Ķ–Ľ–ł—á–ł–Ĺ—É –Ľ–ł–Ĺ–Ķ–į—Ä–Ĺ–ł—Ö –ī–Ķ—Ą–ĺ—Ä–ľ–į—Ü–ł—ė–į –Ņ—Ä–ł —ā–Ķ–ľ–Ņ–Ķ—Ä–į—ā—É—Ä–Ĺ–ł–ľ –Ņ—Ä–ĺ–ľ–Ķ–Ĺ–į–ľ–į. –ü–ĺ—Ä–Ķ–ī —ā–ĺ–≥–į, —Ā—Ä–Ķ–ī—ö–į –į–Ľ—É–ľ–ł–Ĺ–ł—ė—É–ľ—Ā–ļ–į —ô—É—Ā–ļ–į, —É –∑–į–≤–ł—Ā–Ĺ–ĺ—Ā—ā–ł –ĺ–ī –ī–Ķ–Ī—ô–ł–Ĺ–Ķ, –ĺ–ľ–ĺ–≥—É—õ–į–≤–į —Ü–Ķ–≤–ł–ľ–į –ī–į –ĺ–Ī–Ķ–∑–Ī–Ķ–ī–Ķ –Ņ–ĺ—ā—Ä–Ķ–Ī–Ĺ—É –ļ–ĺ–Ĺ—Ą–ł–≥—É—Ä–į—Ü–ł—ė—É —ā–ĺ–ļ–ĺ–ľ –ł–Ĺ—Ā—ā–į–Ľ–į—Ü–ł—ė–Ķ, –ĺ–ī–Ĺ–ĺ—Ā–Ĺ–ĺ –ī–į —ė–Ķ —Ā–į–≤–ł—ė–Ķ—ā–Ķ –Ņ–ĺ–ī –∂–Ķ—ô–Ķ–Ĺ–ł–ľ —É–≥–Ľ–ĺ–ľ, –į —Ā–į–≤–ł—ė–į—ö–Ķ —õ–Ķ –Ī–ł—ā–ł —Ą–ł–ļ—Ā–ł—Ä–į–Ĺ–ĺ –į–Ľ—É–ľ–ł–Ĺ–ł—ė—É–ľ–ĺ–ľ, –į –Ĺ–Ķ—õ–Ķ –Ĺ–Ķ—Ā—ā–į—ā–ł –Ĺ–į–ļ–ĺ–Ĺ –∑–į–≤—Ä—ą–Ķ—ā–ļ–į –Ņ—Ä–ł–ľ–Ķ–Ĺ–Ķ –Ĺ–į–Ņ–ĺ—Ä–į.
–°–ĺ—Ä—ā–ł –ú–ü —Ü–Ķ–≤–ł.
–ü–ĺ—Ä–Ķ–ī –≥–Ķ–ĺ–ľ–Ķ—ā—Ä–ł—ė—Ā–ļ–ł—Ö –ļ–į—Ä–į–ļ—ā–Ķ—Ä–ł—Ā—ā–ł–ļ–į, –ľ–Ķ—ā–į–Ľ-–Ņ–Ľ–į—Ā—ā–ł—á–Ĺ–Ķ —Ü–Ķ–≤–ł —Ā–Ķ —Ä–į–∑–Ľ–ł–ļ—É—ė—É —Ā–į –ľ–į—ā–Ķ—Ä–ł—ė–į–Ľ–ĺ–ľ –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ—Ā–ļ–ĺ–≥ —Ā–Ľ–ĺ—ė–į.
–ó–į –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—ö—É –ľ–Ķ—ā–į–Ľ-–Ņ–Ľ–į—Ā—ā–ł—á–Ĺ–ł—Ö —Ü–Ķ–≤–ł:
- –ĺ–Ī–ł—á–Ĺ–ł –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ - –ü–ē-—Ü–Ķ–≤–ł –ĺ–∑–Ĺ–į—á–Ķ–Ĺ–Ķ –ü–ē-–†;
- –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ –ĺ—ā–Ņ–ĺ—Ä–į–Ĺ –Ĺ–į —ā–ĺ–Ņ–Ľ–ĺ—ā—É - –ĺ–∑–Ĺ–į—á–Ķ–Ĺ –į–ļ—Ä–ĺ–Ĺ–ł–ľ–ĺ–ľ –ü–ē-–†–Ę, —ą—ā–ĺ —É–ļ–į–∑—É—ė–Ķ –Ĺ–į –ī–ĺ–Ī—Ä—É –ĺ—ā–Ņ–ĺ—Ä–Ĺ–ĺ—Ā—ā –Ĺ–į –≤–ł—Ā–ĺ–ļ–Ķ —ā–Ķ–ľ–Ņ–Ķ—Ä–į—ā—É—Ä–Ķ;
- —É–ľ—Ä–Ķ–∂–Ķ–Ĺ–ł –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ —ė–Ķ –ľ–į—ā–Ķ—Ä–ł—ė–į–Ľ –ĺ–Ī–Ķ–Ľ–Ķ–∂–Ķ–Ĺ –ü–ē-–ö—Ā, –ī–ĺ–Ī–ł—ė–Ķ–Ĺ –ł–∑ –ĺ–Ī–ł—á–Ĺ–ĺ–≥ –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ–į —É–Ĺ–į–ļ—Ä—Ā–Ĺ–ł–ľ –Ņ–ĺ–≤–Ķ–∑–ł–≤–į—ö–Ķ–ľ, —ā—ė. –£–Ņ–ĺ—ā—Ä–Ķ–Ī–ĺ–ľ —ė–Ķ–ī–Ĺ–Ķ –ĺ–ī –Ĺ–Ķ–ļ–ĺ–Ľ–ł–ļ–ĺ —Ā–Ņ–Ķ—Ü–ł—ė–į–Ľ–Ĺ–ł—Ö —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—ė–į –ļ–ĺ—ė–Ķ –ľ–Ķ—ö–į—ė—É —Ä–Ķ—ą–Ķ—ā–ļ—É –≤–Ķ–∑–į –Ņ–ĺ–Ľ–ł–ľ–Ķ—Ä–Ĺ–ł—Ö –ľ–ĺ–Ľ–Ķ–ļ—É–Ľ–į, —ą—ā–ĺ –ī–ĺ–≤–ĺ–ī–ł –ī–ĺ –Ņ–ĺ–Ī–ĺ—ô—ą–į—ö–į —ö–Ķ–≥–ĺ–≤–ł—Ö –ļ–į—Ä–į–ļ—ā–Ķ—Ä–ł—Ā—ā–ł–ļ–į (–Ņ–ĺ—Ā—ā–ĺ—ė–Ķ 4 –≥–Ľ–į–≤–Ĺ–į –ľ–Ķ—ā–ĺ–ī–į —É–ľ—Ä–Ķ–∂–į–≤–į—ö–į, –ļ–ĺ—ė–Ķ —Ā—É –ĺ–∑–Ĺ–į—á–Ķ–Ĺ–Ķ –Ľ–į—ā–ł–Ĺ–ł—á–Ĺ–ł–ľ —Ā–Ľ–ĺ–≤–ł–ľ–į –į, –Ī, —Ü –ł –ī);

- –Ņ–ĺ–Ľ–ł–Ņ—Ä–ĺ–Ņ–ł–Ľ–Ķ–Ĺ - –ü–ü–†-–ź–õ-–ü–ü–† - –≤—Ä—Ā—ā–į –Ņ–ĺ–Ľ–ł–Ņ—Ä–ĺ–Ņ–ł–Ľ–Ķ–Ĺ—Ā–ļ–ł—Ö —Ü–Ķ–≤–ł –ĺ—ė–į—á–į–Ĺ–ł—Ö –į–Ľ—É–ľ–ł–Ĺ–ł—ė—É–ľ—Ā–ļ–ĺ–ľ —Ą–ĺ–Ľ–ł—ė–ĺ–ľ –ī–Ķ–Ī—ô–ł–Ĺ–Ķ 0,05 - 0,1 –ľ–ľ, –ļ–ĺ—ė–į –Ĺ–Ķ —Ā–į–≤–ł—ė–į —Ü–Ķ–≤ —É —Ā–į–≤–ł—ė–Ķ–Ĺ–ĺ–ľ —Ā—ā–į—ö—É –Ĺ–į–ļ–ĺ–Ĺ —Ā–į–≤–ł—ė–į—ö–į, –į–Ľ–ł —Ā–ľ–į—ö—É—ė–Ķ –≤—Ä–Ķ–ī–Ĺ–ĺ—Ā—ā–Ņ—Ä–ĺ–ī—É–∂–Ķ—ö–į —ā–Ķ–ľ–Ņ–Ķ—Ä–į—ā—É—Ä–Ķ (–ü–ü–†-–ź–õ-–ü–ē–ö–° - –ī—Ä—É–≥–į –Ņ–ĺ–ī–≤—Ä—Ā—ā–į —É –ļ–ĺ—ė–ĺ—ė —ė–Ķ —Ā–Ņ–ĺ—ô–į—ą—ö–ł —Ā–Ľ–ĺ—ė - –Ņ–ĺ–Ľ–ł–Ņ—Ä–ĺ–Ņ–ł–Ľ–Ķ–Ĺ, —É–Ĺ—É—ā—Ä–į—ą—ö–ł - —É–ľ—Ä–Ķ–∂–Ķ–Ĺ–ł –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ, —Ā–Ľ–ĺ—ė - –į–Ľ—É–ľ–ł–Ĺ–ł—ė—É–ľ—Ā–ļ–į —Ą–ĺ–Ľ–ł—ė–į –ł—Ā—ā–Ķ –ī–Ķ–Ī—ô–ł–Ĺ–Ķ).
–í–į–∂–Ĺ–ĺ! –ó–į —Ā–ł—Ā—ā–Ķ–ľ –≥—Ä–Ķ—ė–į—ö–į –ł —ā–ĺ–Ņ–Ľ–Ķ –≤–ĺ–ī–Ķ –ļ–ĺ—Ä–ł—Ā—ā–Ķ —Ā–Ķ —Ā–≤–Ķ –≥–ĺ—Ä–Ķ –Ĺ–į–≤–Ķ–ī–Ķ–Ĺ–Ķ —Ü–Ķ–≤–ł, –ĺ—Ā–ł–ľ –ĺ–∑–Ĺ–į–ļ–į –ü–ē-–† - –ľ–Ķ—ā–į–Ľ–Ľ–ĺ–Ņ–Ľ–į—Ā—ā–ł–ļ–į –ł–∑ –ĺ–Ī–ł—á–Ĺ–ĺ–≥ –Ņ–ĺ–Ľ–ł–Ķ—ā–ł–Ľ–Ķ–Ĺ–į.
–ě–∑–Ĺ–į–ļ–į –ĺ–Ī–Ľ–ł–ļ–į –Ņ–ĺ–Ľ–ł–ľ–Ķ—Ä–Ĺ–ĺ–≥ —Ā–Ľ–ĺ—ė–į –ľ–ĺ—Ä–į –Ī–ł—ā–ł –Ņ—Ä–ł—Ā—É—ā–Ĺ–į –Ĺ–į —Ā–Ņ–ĺ—ô–Ĺ–ĺ—ė –ĺ–∑–Ĺ–į—Ü–ł –ú–ü —Ü–Ķ–≤–ł, –ļ–ĺ—ė–į —ā–į–ļ–ĺ—í–Ķ —Ā–į–ī—Ä–∂–ł —Ā–Ľ–Ķ–ī–Ķ—õ–Ķ –ł–Ĺ—Ą–ĺ—Ä–ľ–į—Ü–ł—ė–Ķ:
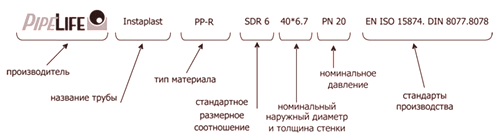
–ü–ĺ—Ä–Ķ–ī –Ĺ–į–≤–Ķ–ī–Ķ–Ĺ–ł—Ö –ĺ–Ī–į–≤–Ķ–∑–Ĺ–ł—Ö –ł–Ĺ—Ą–ĺ—Ä–ľ–į—Ü–ł—ė–į, –ĺ–∑–Ĺ–į–ļ–į –ľ–ĺ–∂–Ķ –ī–į —Ā–į–ī—Ä–∂–ł –ł –ī—Ä—É–≥–Ķ –ī–ĺ–ī–į—ā–Ĺ–Ķ –Ņ–ĺ–ī–į—ā–ļ–Ķ: —ā—Ä–į–Ĺ—Ā–Ņ–ĺ—Ä—ā–Ĺ–ł –ľ–Ķ–ī–ł—ė (—Ā–į–ľ–ĺ –≤–ĺ–ī—É –ł–Ľ–ł –ī—Ä—É–≥–ĺ), –ī–į—ā—É–ľ –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—ö–Ķ, –Ī—Ä–ĺ—ė —Ā–Ķ—Ä–ł—ė–Ķ –ł—ā–ī.
–Ę–Ķ—Ö–Ĺ–ł—á–ļ–Ķ –ļ–į—Ä–į–ļ—ā–Ķ—Ä–ł—Ā—ā–ł–ļ–Ķ –ľ–Ķ—ā–į–Ľ-–Ņ–Ľ–į—Ā—ā–ł—á–Ĺ–ł—Ö —Ü–Ķ–≤–ł
–ü—Ä–Ķ—á–Ĺ–ł–ļ –Ņ—Ä–Ķ—á–Ĺ–ł–ļ–į –ľ–Ķ—ā–į–Ľ-–Ņ–Ľ–į—Ā—ā–ł—á–Ĺ–ł—Ö —Ü–Ķ–≤–ł —ė–Ķ –≥–Ľ–į–≤–Ĺ–į –ļ–į—Ä–į–ļ—ā–Ķ—Ä–ł—Ā—ā–ł–ļ–į –ĺ–≤–ĺ–≥ –ľ–į—ā–Ķ—Ä–ł—ė–į–Ľ–į, –ļ–ĺ—ė–ł –ľ–ĺ–∂–Ķ –ł–ľ–į—ā–ł —Ā–Ľ–Ķ–ī–Ķ—õ–Ķ –≤—Ä–Ķ–ī–Ĺ–ĺ—Ā—ā–ł: 16, 20, 26, 32, 40, 50 –ł 63 –ľ–ľ. –£ –ļ—É—õ–ł —Ā–Ķ –ī–ł—Ā—ā—Ä–ł–Ī—É–ł—Ä–į—ė—É –Ņ—Ä–≤–ł—Ö 5 –≤–Ķ–Ľ–ł—á–ł–Ĺ–į –ú–ü —Ü–ł—ė–Ķ–≤–ł, –į–Ľ–ł —ė–Ķ –ľ–į—ā–Ķ—Ä–ł—ė–į–Ľ –Ņ—Ä–ĺ–ľ—ė–Ķ—Ä–į 50 –ľ–ľ –ł —Ä–ł—ė–Ķ—ā–ļ–ĺ —Ā–Ķ —Ä–ł—ė–Ķ—ā–ļ–ĺ –ļ–ĺ—Ä–ł—Ā—ā–ł.
–†–į—Ā–Ņ–ĺ–Ĺ –≤–Ķ–Ľ–ł—á–ł–Ĺ–į –ī–Ķ–Ī—ô–ł–Ĺ–Ķ –∑–ł–ī–į –ĺ–ī –ľ–Ķ—ā–į–Ľ–į-–Ņ–Ľ–į—Ā—ā–ł–ļ–Ķ —ė–Ķ –ľ–į—ö–Ķ —Ä–į–∑–Ĺ–ĺ–≤—Ä—Ā—ā–į–Ĺ –ł –ļ—Ä–Ķ—õ–Ķ —Ā–Ķ –ĺ–ī 2,0 –ī–ĺ 3,5 –ľ–ľ. –ě–ī–Ĺ–ĺ—Ā –ī–Ķ–Ī—ô–ł–Ĺ–Ķ –∑–ł–ī–į –ł –Ņ—Ä–Ķ—á–Ĺ–ł–ļ–į —ė–į—Ā–Ĺ–ĺ —Ā–Ķ –≤–ł–ī–ł –Ĺ–į–ļ–ĺ–Ĺ –Ņ–ĺ–ī–į—ā–į–ļ–į —É —ā–į–Ī–Ķ–Ľ–ł:

–Ě–į –ĺ–≤–Ķ –Ņ–į—Ä–į–ľ–Ķ—ā—Ä–Ķ –≤–Ķ–∑—É—ė–Ķ —Ā–Ķ —ė–ĺ—ą —ė–Ķ–ī–Ĺ–į –≤—Ä–Ķ–ī–Ĺ–ĺ—Ā—ā - —Ä–į–ī–ł—ė—É—Ā —Ā–į–≤–ł—ė–į—ö–į —Ü–Ķ–≤–ł.
–Ę–ĺ–ļ–ĺ–ľ –ł–Ĺ—Ā—ā–į–Ľ–į—Ü–ł—ė–Ķ —Ü–Ķ–≤–ĺ–≤–ĺ–ī–į, —Ā–Ņ–ĺ—Ā–ĺ–Ī–Ĺ–ĺ—Ā—ā —Ā–į–≤–ł—ė–į—ö–į –ľ–Ķ—ā–į–Ľ-–Ņ–Ľ–į—Ā—ā–ł—á–Ĺ–ł—Ö —Ü–Ķ–≤–ł —ė–Ķ –ī–ĺ—Ā—ā–ĺ—ė–į–Ĺ—Ā—ā–≤–ĺ –ľ–į—ā–Ķ—Ä–ł—ė–į–Ľ–į –ļ–ĺ—ė–ł –ĺ–Ľ–į–ļ—ą–į–≤–į —Ä–į–ī. –ú–ü —Ü–Ķ–≤–ł —Ā–į–≤–ł—ė–į—ė—É —Ā–Ķ –Ĺ–į –ī–≤–į –≥–Ľ–į–≤–Ĺ–į –Ĺ–į—á–ł–Ĺ–į - —Ä—É—á–Ĺ–ĺ –ł —Ü–Ķ–≤–ł–ľ–į, —É–∑ –ł–∑–Ī–ĺ—Ä –ľ–Ķ—ā–ĺ–ī–Ķ–†–į–ī–ł—ė—É—Ā —Ā–į–≤–ł—ė–į—ö–į –∑–į–≤–ł—Ā–ł. –ú–Ķ—í—É—ā–ł–ľ, –Ņ–ĺ—Ä–Ķ–ī —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—ė–Ķ —Ā–į–≤–ł—ė–į—ö–į, –≤–Ķ–Ľ–ł—á–ł–Ĺ–į —ö–Ķ–≥–ĺ–≤–ĺ–≥ —Ä–į–ī–ł—ė—É—Ā–į —ė–Ķ —ā–į–ļ–ĺ—í–Ķ –Ņ–ĺ—Ā–Ľ–Ķ–ī–ł—Ü–į –Ņ—Ä–Ķ—á–Ĺ–ł–ļ–į –ł –ī–Ķ–Ī—ô–ł–Ĺ–Ķ –∑–ł–ī–į —Ü–Ķ–≤–ł.
–†–į–ī–ł—ė—É—Ā —Ā–į–≤–ł—ė–į—ö–į –ľ–Ķ—ā–į–Ľ-–Ņ–Ľ–į—Ā—ā–ł—á–Ĺ–ł—Ö —Ü–Ķ–≤–ł —ė–Ķ:
- —Ā–į —Ä—É—á–Ĺ–ł–ľ –ł–∑–≤–ĺ—í–Ķ—ö–Ķ–ľ - 80 - 550 –ľ–ľ;
- —Ā–į —Ā–į–≤–ł—ė–į—ö–Ķ–ľ —Ü–Ķ–≤–ł - 45 - 180 –ľ–ľ.
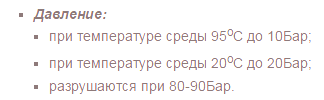
–ú–į–ļ—Ā–ł–ľ–į–Ľ–Ĺ–į –≤—Ä–Ķ–ī–Ĺ–ĺ—Ā—ā —Ä–į–ī–Ĺ–ĺ–≥ –Ņ—Ä–ł—ā–ł—Ā–ļ–į —Ü–Ķ–≤–ł –∑–į –ú–ü –≥—Ä–Ķ—ė–į—ö–Ķ —ė–Ķ –Ņ–ĺ—Ā–Ľ–Ķ–ī–ł—Ü–į —ā–Ķ–ľ–Ņ–Ķ—Ä–į—ā—É—Ä–Ķ —Ä–į—Ā—Ö–Ľ–į–ī–Ĺ–ĺ–≥ —Ā—Ä–Ķ–ī—Ā—ā–≤–į. –£ —Ā–ł—Ā—ā–Ķ–ľ–ł–ľ–į –≥—Ä–Ķ—ė–į—ö–į –ł —ā–ĺ–Ņ–Ľ–Ķ –≤–ĺ–ī–Ķ, –≥–ī–Ķ —ā–Ķ–ľ–Ņ–Ķ—Ä–į—ā—É—Ä–į –≤–ĺ–ī–Ķ –ī–ĺ—Ā—ā–ł–≥–Ĺ–Ķ 95 —Ā—ā–Ķ–Ņ–Ķ–Ĺ–ł, –ľ–Ķ—ā–į–Ľ–Ĺ–ĺ-–Ņ–Ľ–į—Ā—ā–ł—á–Ĺ–Ķ —Ü–Ķ–≤–ł —ā—Ä–Ķ–Ī–į –ī–į –Ī—É–ī—É –Ņ—Ä–ĺ—ė–Ķ–ļ—ā–ĺ–≤–į–Ĺ–Ķ –∑–į –ľ–į–ļ—Ā–ł–ľ–į–Ľ–Ĺ–ł —Ä–į–ī–Ĺ–ł –Ņ—Ä–ł—ā–ł—Ā–į–ļ –ĺ–ī 10 –Ī–į—Ä–į.
–í–į–∂–Ĺ–ĺ! –ú–Ķ—ā–į–Ľ-–Ņ–Ľ–į—Ā—ā–ł—á–Ĺ–Ķ —Ü–Ķ–≤–ł –ł–ľ–į—ė—É –∑–į–Ĺ–ł–ľ—ô–ł–≤—É –ļ–į—Ä–į–ļ—ā–Ķ—Ä–ł—Ā—ā–ł–ļ—É —ā–ĺ–ļ–ĺ–ľ –≤—Ä–Ķ–ľ–Ķ–Ĺ–į –ī–į —Ā–Ķ –Ņ—Ä–ł–Ľ–į–≥–ĺ–ī–Ķ –ľ–į–ļ—Ā–ł–ľ–į–Ľ–Ĺ–ĺ—ė –≤—Ä–Ķ–ī–Ĺ–ĺ—Ā—ā–ł —Ä–į–ī–Ĺ–ĺ–≥ –Ņ—Ä–ł—ā–ł—Ā–ļ–į, –į–ļ–ĺ —ė–Ķ —ö–Ķ–Ĺ —É—ā–ł—Ü–į—ė –ļ–ĺ–Ĺ—Ā—ā–į–Ĺ—ā–į–Ĺ, –į—É –Ī—É–ī—É—õ–Ĺ–ĺ—Ā—ā–ł –ī–į –ł–∑–ī—Ä–∂–ł –ĺ–Ņ—ā–Ķ—Ä–Ķ—õ–Ķ—ö–Ķ 1,5 –Ņ—É—ā–į –≤–Ķ—õ–Ķ –ĺ–ī –≤—Ä–Ķ–ī–Ĺ–ĺ—Ā—ā–ł.
–ě–Ņ—ā–ł–ľ–į–Ľ–Ĺ–į —ā–Ķ–ľ–Ņ–Ķ—Ä–į—ā—É—Ä–į —Ä–į—Ā—Ö–Ľ–į–ī–Ĺ–ĺ–≥ —Ā—Ä–Ķ–ī—Ā—ā–≤–į —É —Ā–ł—Ā—ā–Ķ–ľ—É –≥—Ä–Ķ—ė–į—ö–į —ė–Ķ 75 ¬į –¶, –į–Ľ–ł –Ņ–ĺ–ī —É—Ā–Ľ–ĺ–≤–ĺ–ľ —Ā—ā–į–Ī–ł–Ľ–Ĺ–ĺ—Ā—ā–ł, –Ņ—Ä–ł—ā–ł—Ā–į–ļ –ú–ü —Ü–Ķ–≤–ł —õ–Ķ –Ī–ł—ā–ł –ł–∑–ī—Ä–∂—ô–ł–≤ —á–į–ļ –ł –Ņ—Ä–ł —Ā–≤–ĺ—ė–ĺ—ė –≤—Ä–Ķ–ī–Ĺ–ĺ—Ā—ā–ł –Ĺ–į 95 ¬į –¶.
–Ę–Ķ–ľ–Ņ–Ķ—Ä–į—ā—É—Ä–Ķ –ĺ–ī 95 –ī–ĺ 110 ¬į –¶ –∑–į –ľ–Ķ—ā–į–Ľ–Ĺ–ĺ-–Ņ–Ľ–į—Ā—ā–ł—á–Ĺ–Ķ —Ü–Ķ–≤–ł –Ĺ–ł—Ā—É –ļ—Ä–ł—ā–ł—á–Ĺ–Ķ - —É —Ö–ł—ā–Ĺ–ł–ľ —Ā–ł—ā—É–į—Ü–ł—ė–į–ľ–į, —ö–ł—Ö–ĺ–≤ –ļ—Ä–į—ā–ļ–ĺ—ā—Ä–į—ė–Ĺ–ł —É—ā–ł—Ü–į—ė —ė–Ķ –ī–ĺ–∑–≤–ĺ—ô–Ķ–Ĺ, –į–Ľ–ł —É–≥—Ä–ĺ–∂–į–≤–į –ľ–ĺ–≥—É—õ–Ķ –Ĺ–į—Ä—É—ą–į–≤–į—ö–Ķ –Ĺ–Ķ–Ņ—Ä–ĺ–Ņ—É—Ā–Ĺ–ĺ—Ā—ā–ł —Ā–ł—Ā—ā–Ķ–ľ–į –ł —Ą–ĺ—Ä–ľ–ł—Ä–į—ö–Ķ —Ü—É—Ä–Ķ—ö–į.
–ß–≤—Ä—Ā—ā–ĺ—õ–į —ė–Ķ–ī–ł—ö–Ķ—ö–į —ā–į–ļ–ĺ—í–Ķ —Ā–ľ–į—ö—É—ė–Ķ —Ä–Ķ–ī–ĺ–≤–Ĺ–Ķ –∑–Ĺ–į—á–į—ė–Ĺ–Ķ –≤–į—Ä–ł—ė–į—Ü–ł—ė–Ķ —ā–Ķ–ľ–Ņ–Ķ—Ä–į—ā—É—Ä–Ķ, –Ņ–ĺ—Ā–Ķ–Ī–Ĺ–ĺ —Ā–į –∑–į–ľ—Ä–∑–į–≤–į—ö–Ķ–ľ —Ā–ł—Ā—ā–Ķ–ľ–į, —ą—ā–ĺ —ė–Ķ –ľ–ĺ–≥—É—õ–Ķ –Ĺ–į —ā–Ķ–ľ–Ņ–Ķ—Ä–į—ā—É—Ä–ł –ĺ–ī -40 ¬į –¶.
–ľ–ĺ–Ĺ—ā–į–∂–Ĺ–į —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—ė–į
–ď—Ä–Ķ—ė–į—ö–Ķ –ĺ–ī –ľ–Ķ—ā–į–Ľ-–Ņ–Ľ–į—Ā—ā–ł—á–Ĺ–ł—Ö —Ü–Ķ–≤–ł –ł–Ľ–ł –≤–ĺ–ī–ĺ–≤–ĺ–ī–Ĺ–ĺ–≥ —Ā–ł—Ā—ā–Ķ–ľ–į –ł–∑ –ł—Ā—ā–ĺ–≥ –ľ–į—ā–Ķ—Ä–ł—ė–į–Ľ–į —ė–Ķ —Ā–Ņ–Ķ—Ü–ł—Ą–ł—á–Ĺ–ĺ —Ā–į–ľ–ĺ –∑–į –ľ–ĺ–Ĺ—ā–į–∂—É –Ķ–Ľ–Ķ–ľ–Ķ–Ĺ–į—ā–į,–Ņ—Ä–ł—á–≤—Ä—ą—õ–ł–≤–į—ö–Ķ —Ü—ė–Ķ–≤–ĺ–≤–ĺ–ī–į –Ĺ–į –Ī–į–∑—É –≤—Ä—ą–ł —Ā–Ķ –Ĺ–į —ā—Ä–į–ī–ł—Ü–ł–ĺ–Ĺ–į–Ľ–į–Ĺ –Ĺ–į—á–ł–Ĺ, –ļ–į–ĺ —É —Ā–Ľ—É—á–į—ė—É —É–Ņ–ĺ—ā—Ä–Ķ–Ī–Ķ –ī—Ä—É–≥–ł—Ö –ļ–ĺ–ľ–Ņ–ĺ–Ĺ–Ķ–Ĺ—ā–ł.
–®—ā–į —Ā—É –Ņ—Ä–ł–ļ—ô—É—á—Ü–ł
–ü—Ä–ł–ļ—ô—É—á—Ü–ł - –Ņ—Ä–ł–ļ—ô—É—á–Ĺ–ł —á–≤–ĺ—Ä–ĺ–≤–ł, —á–ł—ė–ł –ī–ł–∑–į—ė–Ĺ –∑–į–≤–ł—Ā–ł –ĺ–ī –Ĺ–į–ľ—ė–Ķ–Ĺ–Ķ, –ļ–ĺ—Ä–ł—Ā—ā–Ķ —Ā–Ķ —É —ė–Ķ–ī–Ĺ–ĺ–ľ –ļ—Ä—É–≥—É –∑–į —Ā–į—Ā—ā–į–≤—ô–į—ö–Ķ –Ķ–Ľ–Ķ–ľ–Ķ–Ĺ–į—ā–į —Ā–ł—Ā—ā–Ķ–ľ–į –∑–į –≥—Ä–ł—ė–į—ö–Ķ –ł–Ľ–ł –≤–ĺ–ī–ĺ–≤–ĺ–ī.
–°–ł—Ā—ā–Ķ–ľ–į —Ā–Ķ —Ā—ä–≤–ľ–Ķ—Ā—ā–≤–į —Ā —ā—Ä–ł —Ā–Ľ–Ķ–ī–Ĺ–ł—ā–Ķ —ā–ł–Ņ–ł –Ĺ–į —Ą–ł—ā–ł–Ĺ–≥–ł:
- —Ā–Ņ–Ľ–ł—ā (—Ā–į –Ĺ–į–≤–ĺ—ė–Ķ–ľ, –Ņ—Ä—Ā—ā–Ķ–Ĺ–ĺ–ľ);
- –ļ–ĺ–ľ–Ņ—Ä–Ķ—Ā–ł—ė–į (—É—Ā–Ľ–ĺ–≤–Ĺ–ĺ –ĺ–ī–≤–ĺ—ė–ł–≤–į);
- –ü—Ä–ł—ā–ł—Ā–Ĺ–ł—ā–Ķ (–Ĺ–Ķ–ī–Ķ—ô–ł–≤–ĺ).
–ü—Ä–ł–ļ—ô—É—á–į–ļ —Ü–Ķ–≤–ł –Ņ–ĺ–ī –Ņ—Ä–ł—ā–ł—Ā–ļ–ĺ–ľ —Ā–Ķ –ī–į—ô–Ķ –ī–Ķ–Ľ–ł –Ĺ–į –ī–≤–į –Ņ–ĺ–ī–≤—Ä—Ā—ā–į –ľ–ĺ–Ĺ—ā–į–∂–Ķ (–Ņ—Ä–Ķ–ľ–į –≤—Ä—Ā—ā–ł —É–Ņ–ĺ—ā—Ä–ł—ė–Ķ–Ī—ô–Ķ–Ĺ–ł—Ö –į—Ä–ľ–į—ā—É—Ä–į) - –Ņ–ĺ–ľ–ĺ—õ—É —Ā–Ņ–ĺ—ė–Ĺ–ł—Ü–Ķ –∑–į —É–≤–ł—ė–į—ö–Ķ –ł–Ľ–ł –ĺ–≥—Ä–Ľ–ł—Ü—É.
—Ā–Ņ–Ľ–ł—ā —Ą–ł—ā—ā–ł–Ĺ–≥—Ā
–í–Ķ–∑–Ķ –ĺ–≤–ĺ–≥ —ā–ł–Ņ–į —Ā—É —á–≤–ĺ—Ä–ł—ą—ā–į –∑–į –≤–ł—ą–Ķ–ļ—Ä–į—ā–Ĺ—É —É–Ņ–ĺ—ā—Ä–Ķ–Ī—É - –ľ–ĺ–≥—É —Ā–Ķ –ľ–ĺ–Ĺ—ā–ł—Ä–į—ā–ł –ł —Ä–į—Ā—ā–į–≤—ô–į—ā–ł –ĺ–Ĺ–ĺ–Ľ–ł–ļ–ĺ –Ņ—É—ā–į –ļ–ĺ–Ľ–ł–ļ–ĺ —ė–Ķ –Ņ–ĺ—ā—Ä–Ķ–Ī–Ĺ–ĺ, —ā–į–ļ–ĺ –ī–į —ė–Ķ —ö–ł—Ö–ĺ–≤–į –≤—Ä–Ķ–ī–Ĺ–ĺ—Ā—ā –≤–Ķ—õ–į –ĺ–ī –ī—Ä—É–≥–ł—Ö –≤—Ä—Ā—ā–į –Ņ—Ä–ł–ļ—ô—É—á–į–ļ–į. –Ę–Ķ–Ľ–ĺ –ĺ–ī –ľ–Ķ—Ā–ł–Ĺ–≥–į —Ā–į –ī–Ķ–ľ–ĺ–Ĺ—ā–į–∂–Ĺ–ł–ľ –į—Ä–ľ–į—ā—É—Ä–į–ľ–į —ė–Ķ –Ņ—Ä–ł—á–≤—Ä—ą—õ–Ķ–Ĺ–ĺ –Ĺ–į —Ü–Ķ–≤ –Ņ–ĺ–ľ–ĺ—õ—É –∑–į–Ņ—ā–ł–≤–Ĺ–ĺ–≥ –Ņ—Ä—Ā—ā–Ķ–Ĺ–į –ł –∑–į–Ņ—ā–ł–≤–ļ–Ķ.

–ü—Ä–ł–ļ—ô—É—á—Ü–ł –Ľ–į–Ĺ—Ü–į —Ā—É –Ņ–ĺ–≥–ĺ–ī–Ĺ–ł –∑–į –ł–Ĺ—Ā—ā–į–Ľ–ł—Ä–į—ö–Ķ —Ā–ł—Ā—ā–Ķ–ľ–į –∑–į —Ā–Ĺ–į–Ī–ī–ł—ė–Ķ–≤–į—ö–Ķ —Ö–Ľ–į–ī–Ĺ–ĺ–ľ –≤–ĺ–ī–ĺ–ľ, –į –į–ļ–ĺ —Ā—É —Ā–Ņ–ĺ—ė–Ķ–≤–ł –Ĺ–į–ļ–ĺ–Ĺ –ľ–ĺ–Ĺ—ā–į–∂–Ķ —ė–ĺ—ą —É–≤–ł—ė–Ķ–ļ –ī–ĺ—Ā—ā—É–Ņ–Ĺ–ł, –ł–∑–≤–Ķ–ī–Ī–į –ļ–į–Ĺ–į–Ľ–į –∑–į —ā–ĺ–Ņ–Ľ—É –≤–ĺ–ī—É. –£ —Ā–ł—Ā—ā–Ķ–ľ–ł–ľ–į –≥—Ä–ł—ė–į—ö–į –Ĺ–į–≤–ĺ—ė–Ĺ–ł —Ā–Ņ–ĺ—ė–Ķ–≤–ł –ĺ—Ā–ł–≥—É—Ä–į–≤–į—ė—É –Ĺ–Ķ–Ņ—Ä–ĺ–Ņ—É—Ā–Ĺ–ĺ—Ā—ā —Ā—ā—Ä—É—ė–Ĺ–ĺ–≥ –ļ—Ä—É–≥–į –∑–į 2-3 –≥–ĺ–ī–ł–Ĺ–Ķ, –Ĺ–į–ļ–ĺ–Ĺ —á–Ķ–≥–į —Ā–Ķ –ľ–į—ā–ł—Ü–Ķ –ľ–ĺ—Ä–į—ė—É –Ņ–ĺ–≤—Ä–Ķ–ľ–Ķ–Ĺ–ĺ –∑–į—ā–Ķ–∑–į—ā–ł, –į –Ĺ–į–ļ–ĺ–Ĺ –ł–∑–ī—É–≤–Ĺ–ĺ–≥ —Ä–Ķ–∑–į—ö–į —Ä–Ķ–∑–Ĺ–ĺ–≥ –Ĺ–į–≤–ĺ—ė–į, —É—Ä–Ķ—í–į—ė —Ā–Ķ –ľ–ĺ—Ä–į –∑–į–ľ–ł—ė–Ķ–Ĺ–ł—ā–ł –Ĺ–ĺ–≤–ł–ľ.

–į–Ľ–≥–ĺ—Ä–ł—ā–į–ľ –ļ–ĺ–ľ–Ņ–ł–Ľ–į—Ü–ł—ė–Ķ
–Ě–į–≤—Ä—ā–ļ–į —ė–Ķ –Ņ—Ä–ł—á–≤—Ä—ą—õ–Ķ–Ĺ–į –Ĺ–į –ĺ–ī—Ā–Ķ—á–į–ļ —Ü–Ķ–≤–ł, –Ņ—Ä–į—õ–Ķ–Ĺ–į –Ņ—Ä—Ā—ā–Ķ–Ĺ–ĺ–ľ –ł –∑–į—ā–ł–ľ –Ņ—Ä–ł—ā–ł—Ā–Ĺ—É—ā–į –ī–ĺ –ļ—Ä–į—ė–į—ā–Ķ–Ľ–ĺ –Ě–į –ļ—É—ā–ł—ė–ł —ė–Ķ –Ņ–ĺ—Ā—ā–į–≤—ô–Ķ–Ĺ –Ņ—Ä—Ā—ā–Ķ–Ĺ, –Ĺ–į –≤—Ä—Ö—É - –ľ–į—ā–ł—Ü—É –ļ–ĺ—ė–į —ė–Ķ –Ņ—Ä–≤–ĺ –ĺ–Ī–į–≤–ł—ė–Ķ–Ĺ–į —Ä—É–ļ–į–ľ–į, –į –∑–į—ā–ł–ľ –ļ—ô—É—á.

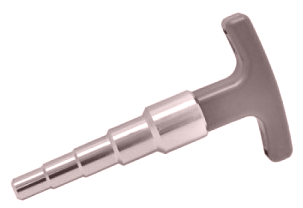
–ü—Ä–Ķ –ĺ–Ņ–Ķ—Ä–į—Ü–ł—ė–Ķ, –ĺ–ī—Ā–Ķ—Ü–į—ö–Ķ —Ü–Ķ–≤–ł —ā—Ä–Ķ—ā–ł—Ä–į —Ā–Ķ –Ņ–ĺ—Ā–Ķ–Ī–Ĺ–ł–ľ —É—Ä–Ķ—í–į—ė–Ķ–ľ - –ļ–į–Ľ–ł–Ī—Ä–į—ā–ĺ—Ä–ĺ–ľ, –ļ–ĺ—ė–ł –≤—Ä–į—õ–į —ö–Ķ–≥–ĺ–≤—É –≥–Ķ–ĺ–ľ–Ķ—ā—Ä–ł—ė—É –Ĺ–į–ļ–ĺ–Ĺ –ľ–ĺ–≥—É—õ–Ķ–≥ –ī—Ä–ĺ–Ī—ô–Ķ—ö–į —ā–ĺ–ļ–ĺ–ľ —Ā–Ķ—á–Ķ—ö–į.
—Ą–ł—ā–ł–Ĺ–∑–ł –∑–į –ļ–ĺ–ľ–Ņ—Ä–Ķ—Ā–ł—ė—É
–°—ā–Ķ–∑–Ĺ–ł –Ņ—Ä–ł–ļ—ô—É—á—Ü–ł —Ā–Ķ —Ā–į—Ā—ā–ĺ—ė–Ķ –ĺ–ī —Ā–Ņ–ĺ—ė–Ĺ–ł—Ü–Ķ –ł –Ĺ–į–≤–ĺ—ė–Ĺ–Ķ –ľ–į—ā–ł—Ü–Ķ –Ņ—Ä–ł—á–≤—Ä—ą—õ–Ķ–Ĺ–Ķ –Ĺ–į —Ü–Ķ–≤ –Ņ–ĺ–ľ–ĺ—õ—É –∑–į–Ņ—ā–ł–≤–Ĺ–ĺ–≥ –Ņ—Ä—Ā—ā–Ķ–Ĺ–į —Ā–į —Ä–Ķ–∑–ĺ–ľ, –į –Ņ—Ä–Ķ–ľ–į –ł–∑–≤–Ķ–ī–Ī–ł —Ā—É —É—Ā–Ľ–ĺ–≤–Ĺ–ĺ —Ä–į–∑–ī–≤–ĺ—ė–Ķ–Ĺ–ł –∑–≥–Ľ–ĺ–Ī–ĺ–≤–ł - —á–≤–ĺ—Ä —Ā–Ķ –ľ–ĺ–∂–Ķ –Ľ–į–ļ–ĺ –ī–Ķ–ľ–ĺ–Ĺ—ā–ł—Ä–į—ā–ł –į–ļ–ĺ —ė–Ķ –Ņ–ĺ—ā—Ä–Ķ–Ī–Ĺ–ĺ, –į–Ľ–ł —É —Ā—ô–Ķ–ī–Ķ—õ–ĺ—ė –ľ–ĺ–Ĺ—ā–į–∂–ł –Ĺ–ł—ė–Ķ –∑–į—ė–į–ľ—á–Ķ–Ĺ–į –Ĺ–Ķ–Ņ—Ä–ĺ–Ņ—É—Ā–Ĺ–ĺ—Ā—ā —Ā–Ņ–ĺ—ė–ļ–Ķ. .
–ě–≤–į –ľ–Ķ—ā–ĺ–ī–į —Ā–Ķ –ļ–ĺ—Ä–ł—Ā—ā–ł –∑–į —Ā–Ņ–į—ė–į—ö–Ķ –ú–ü —Ü–ł—ė–Ķ–≤–ł —É –ł—Ā—ā–ł–ľ —Ā–ł—Ā—ā–Ķ–ľ–ł–ľ–į –ļ–į–ĺ –ł –Ľ–į–Ĺ—á–į–Ĺ–ł –∑–≥–Ľ–ĺ–Ī–ĺ–≤–ł - —É–≥–Ľ–į–≤–Ĺ–ĺ–ľ –∑–į —É–∑–≥–ĺ—ė —Ü–ł—ė–Ķ–≤–ł —Ā–į —Ö–Ľ–į–ī–Ĺ–ĺ–ľ –≤–ĺ–ī–ĺ–ľ, –ł —Ā–į –ĺ—ā–≤–ĺ—Ä–Ķ–Ĺ–ł–ľ –Ņ–ĺ–Ľ–ĺ–∂–į—ė–Ķ–ľ –Ņ—Ä–ł–ļ—ô—É—á–Ĺ–ł—Ö —á–≤–ĺ—Ä–ĺ–≤–į - –ł –∑–į —Ā–Ĺ–į–Ī–ī–ł—ė–Ķ–≤–į—ö–Ķ —ā–ĺ–Ņ–Ľ–ĺ–ľ –≤–ĺ–ī–ĺ–ľ.

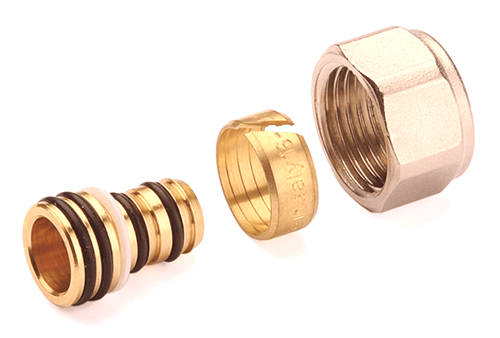
–ö–ĺ–ľ–Ņ—Ä–Ķ—Ā–ł–ĺ–Ĺ–ł —Ą–ł—ā–ł–Ĺ–≥ —Ā–Ķ —Ā–į—Ā—ā–ĺ—ė–ł –ĺ–ī —Ā–Ľ–Ķ–ī–Ķ—õ–ł—Ö –ī–Ķ–Ľ–ĺ–≤–į:
- –ļ—É—õ–ł—ą—ā–Ķ —Ā–į –ī–≤–į –ł–Ľ–ł –≤–ł—ą–Ķ –ł–∑–Ľ–į–∑–į —Ā–į —Ā–Ņ–ĺ—ô–Ĺ–ł–ľ –Ĺ–į–≤–ĺ—ė–Ķ–ľ;
- –į—Ä–ľ–į—ā—É—Ä–Ķ (–Ņ—Ä–Ķ–ľ–į –Ī—Ä–ĺ—ė—É –ł–∑–Ľ–į–∑–į —É —Ā–Ľ—É—á–į—ė—É) —Ā–į –∑–į–Ņ—ā–ł–≤–Ĺ–ł–ľ –≥—É–ľ–Ķ–Ĺ–ł–ľ –Ņ—Ä—Ā—ā–Ķ–Ĺ–ĺ–≤–ł–ľ–į —É–Ī–į—á–Ķ–Ĺ–ł–ľ —É –Ņ—Ä–Ķ—Ā–Ķ–ļ –ú–ü —Ü–Ķ–≤–ł;
- –Ĺ–į–≤—Ä—ā–ļ–į (–Ņ—Ä–Ķ–ľ–į –Ī—Ä–ĺ—ė—É –Ņ—Ä–ł–ļ—ô—É—á–į–ļ–į);
- —Ā—ā–Ķ–∑–Ĺ–ł –Ņ—Ä—Ā—ā–Ķ–Ĺ —Ā–į —É—ā–ĺ—Ä–ĺ–ľ (—É –Ī—Ä–ĺ—ė—É –Ĺ–į–≤—Ä—ā–ļ–ł).
–ú–Ķ—ā–ĺ–ī –ľ–ĺ–Ĺ—ā–į–∂–Ķ –ļ–ĺ–ľ–Ņ—Ä–Ķ—Ā–ł–ĺ–Ĺ–ł—Ö —Ą–ł—ā–ł–Ĺ–≥–į
–ė–∑–≤–Ķ–ī–Ī–į —Ā–Ņ–į—ė–į—ö–į —ā–ł–Ņ–į —Ā–į–≤–ł—ė–į—ö–į –ł–∑ –Ņ—Ä–Ķ—ā—Ö–ĺ–ī–Ĺ–Ķ –ľ–Ķ—ā–ĺ–ī–Ķ –Ĺ–ł—ė–Ķ –Ī–ł—ā–Ĺ–ĺ –ī—Ä—É–≥–į—á–ł—ė–į - –Ņ–ĺ—É–∑–ī–į–Ĺ–ĺ—Ā—ā –Ĺ–ĺ—Ā–į—á–į —ė–Ķ –ĺ—Ā–ł–≥—É—Ä–į–Ĺ–į —É–Ņ–ĺ—ā—Ä–Ķ–Ī–ĺ–ľ —ė–Ķ–ī–Ĺ–ĺ–ļ—Ä–į—ā–Ĺ–ł—Ö –ļ–ĺ–ľ–Ņ—Ä–Ķ—Ā–ł–ĺ–Ĺ–ł—Ö (–Ņ–ĺ—Ā—ā–ĺ—ė–į–Ĺ–ł—Ö) –Ņ—Ä—Ā—ā–Ķ–Ĺ–ĺ–≤–į.

–ė–Ĺ—Ā—ā–į–Ľ–į—Ü–ł—ė–į –Ĺ–Ķ –∑–į—Ö—ā–Ķ–≤–į –Ņ–ĺ—Ā–Ķ–Ī–Ĺ—É –ĺ–Ī—É–ļ—É –ł –ľ–ĺ–≥—É—õ–Ķ —ė–Ķ –∑–į –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—ö—É–°–≤–ĺ—ė–ł–ľ —Ä—É–ļ–į–ľ–į —ė–Ķ –Ņ–ĺ—ā—Ä–Ķ–Ī–į–Ĺ –ľ–ł–Ĺ–ł–ľ–į–Ľ–Ĺ–ł –į–Ľ–į—ā - –ī–≤–į –ļ—ô—É—á–į, –ĺ–ī –ļ–ĺ—ė–ł—Ö —ė–Ķ —ė–Ķ–ī–į–Ĺ –ĺ–ī—Ā—ā–ĺ—ė–Ĺ–ł–ļ, –ļ–į–Ľ–ł–Ī—Ä–į—ā–ĺ—Ä –ł –ľ–į–ļ–į–∑–Ķ –∑–į —Ä–Ķ–∑–į—ö–Ķ –ú–ü —Ü–ł—ė–Ķ–≤–ł (–Ņ—Ä–Ķ—Ü–ł–∑–Ĺ–ĺ—Ā—ā). –ü–ĺ–∂–Ķ—ô–Ĺ–ĺ —ė–Ķ –ł–ľ–į—ā–ł —Ü–ł—ė–Ķ–≤ –ļ–ĺ—ė–į —Ā–ľ–į—ö—É—ė–Ķ —Ä–į–ī–ł—ė—É—Ā —Ā–į–≤–ł—ė–į—ö–į —Ü–ł—ė–Ķ–≤–ł, –ł–Ĺ–į—á–Ķ - –ľ–ĺ—Ä–į —Ä—É—á–Ĺ–ĺ —Ā–į–≤–ł—ė–į—ā–ł —Ü–ł—ė–Ķ–≤–ł, –ļ–ĺ—Ä–ł—Ā—ā–Ķ—õ–ł —ė–Ķ–ī–Ĺ—É –ĺ–ī –ľ–Ķ—ā–ĺ–ī–į.
–ü—Ä–Ķ—Ü–ł–∑–Ĺ–Ķ –ľ–į–ļ–į–∑–Ķ —Ā–Ķ –ł–∑–≤–ĺ–ī–Ķ –ļ—Ä–ĺ–∑ —Ü–ł—ė–Ķ–≤ –ī—É–∂ –Ņ–Ľ–į–Ĺ–ł—Ä–į–Ĺ–Ķ –Ņ–ĺ–≤—Ä—ą–ł–Ĺ–Ķ –ĺ–ļ–ĺ–ľ–ł—ā–ĺ –Ĺ–į —É–∑–ī—É–∂–Ĺ—É –ĺ—Ā. –ź–ļ–ĺ —ė–Ķ –ú–ü —Ü–Ķ–≤ –ļ—É–Ņ—ô–Ķ–Ĺ–į —É –ĺ–Ī–Ľ–ł–ļ—É –∑–į–Ľ–ł–≤–į, –ĺ–Ĺ–ī–į —ė–Ķ –ĺ–ī—Ā–Ķ—á–Ķ–Ĺ–ł —Ą—Ä–į–≥–ľ–Ķ–Ĺ—ā-–Ľ—É–ļ –Ņ–ĺ—Ä–į–≤–Ĺ–į—ā, –Ĺ–į—Ä–ĺ—á–ł—ā–ĺ –Ķ–ļ—Ā—ā—Ä–Ķ–ľ–Ĺ–ł –ī–Ķ–Ľ–ĺ–≤–ł –ī—É–∂–ł–Ĺ–Ķ –ĺ–ļ–ĺ 10 —Ü–ľ
.–†–Ķ–∑ —Ā–Ķ –∑–į—ā–ł–ľ —ā—Ä–Ķ—ā–ł—Ä–į —Ā–į –ļ–į–Ľ–ł–Ī—Ä–į—ā–ĺ—Ä–ĺ–ľ –ļ–į–ļ–ĺ –Ī–ł —Ā–Ķ –≤—Ä–į—ā–ł–Ľ–į –≥–Ķ–ĺ–ľ–Ķ—ā—Ä–ł—ė–į —Ä—É–Ņ–Ķ, —Ä–į–∑–Ī–ł—ė–Ķ–Ĺ–ł –∂–Ľ–Ķ–Ī –∑–į –≤—Ä–Ķ–ľ–Ķ —Ā–Ķ—á–Ķ—ö–į –ł –ł–∑–≤—Ä—ą–Ķ—ö–Ķ –∑–į–ļ–ĺ—ą–Ķ—ö–į –Ĺ–į —Ā–Ņ–ĺ—ô–į—ą—ö–ĺ—ė –ł–≤–ł—Ü–ł —Ä–Ķ–∑–į.
–°–į —ā–ł—ė–Ķ–Ľ–ĺ–ľ —Ā–Ņ–ĺ—ė–Ĺ–ł—Ü–Ķ, –ľ–į—ā–ł—Ü–į —ė–Ķ –∑–į—ā–Ķ–≥–Ĺ—É—ā–į –ł —Ä–Ķ–∑–Ĺ–ł –Ņ—Ä—Ā—ā–Ķ–Ĺ —ė–Ķ —É–ļ–Ľ–ĺ—ö–Ķ–Ĺ. –ö—Ä–į—ė –ĺ–ī—Ā–Ķ—á–Ķ–Ĺ–ĺ–≥ –ī–Ķ–Ľ–į —Ü–Ķ–≤–ł —ė–Ķ –Ĺ–į–≤–Ľ–į–∂–Ķ–Ĺ –∑–į –ļ–Ľ–ł–∑–į—ö–Ķ, –Ĺ–į —ö–Ķ–≥–į —ė–Ķ –Ņ—Ä–ł—á–≤—Ä—ą—õ–Ķ–Ĺ–į –ľ–į—ā–ł—Ü–į –ł –Ņ—Ä—Ā—ā–Ķ–Ĺ, –Ĺ–į–ļ–ĺ–Ĺ —á–Ķ–≥–į —ė–Ķ –ł–∑ —Ü–Ķ–≤–ł —É–ļ–Ľ–ĺ—ö–Ķ–Ĺ–į –ľ–Ľ–į–∑–Ĺ–ł—Ü–į —Ā–į –≥—É–ľ–Ķ–Ĺ–ł–ľ –∑–į–Ņ—ā–ł–≤–ļ–į–ľ–į –ļ–ĺ—ė–į —ė–Ķ —É–ľ–Ķ—ā–Ĺ—É—ā–į —É —Ü–Ķ–≤. –†–Ķ–∑–Ĺ–ł –Ņ—Ä—Ā—ā–Ķ–Ĺ —Ā–Ķ –Ņ–ĺ–ľ–Ķ—Ä–į –ī–ĺ –ļ–Ľ–ł–Ņ—ö–į—á–Ķ, –Ĺ–į –≤—Ä—Ö—É - –ľ–į—ā–ł—Ü—É —Ā–į –Ĺ–į–≤–ĺ—ė–Ķ–ľ, –į –Ĺ–į–≤–ĺ—ė–Ĺ–ł –Ņ—Ä–ł–ļ—ô—É—á–į–ļ —Ā–Ķ –Ņ—Ä–≤–ĺ –Ņ—Ä–ł–ļ—É–Ņ—ô–į —Ä—É—á–Ĺ–ĺ, –į –∑–į—ā–ł–ľ –∑–į—ā–Ķ–∂–Ķ –ļ—ô—É—á–Ķ–≤–ł–ľ–į, –ĺ—Ā—ā–į–≤—ô–į—ė—É—õ–ł –Ĺ–į –∑–į–Ľ–ł—Ö–ł 1,5-2 –ĺ–ļ—Ä–Ķ—ā–į –∑–į –∑–į–≤—Ä—ą–Ĺ–ĺ –∑–į–Ņ—ā–ł–≤–į—ö–Ķ –Ņ—Ä–Ķ –Ņ—É—ą—ā–į—ö–į —É —Ä–į–ī. –ü–ĺ—É–∑–ī–į–Ĺ–ĺ—Ā—ā –Ņ—Ä–ł—á–≤—Ä—ą—õ–ł–≤–į—ö–į –ĺ–Ī–Ķ–∑–Ī–Ķ—í—É—ė–Ķ —Ā–Ķ —Ā—ā–Ķ–∑–į—ö–Ķ–ľ –Ĺ–į–≤–ĺ—ė–Ĺ–ĺ–≥ –Ņ–į—Ä–į, –ļ–ĺ—ė–ł —Ā–Ķ –Ņ—Ä–Ķ–Ĺ–ĺ—Ā–ł –Ĺ–į –Ī–ĺ—á–Ĺ–Ķ –∑–ł–ī–ĺ–≤–Ķ –ú–ü —Ü–Ķ–≤–ł —Ā–į –ļ–ĺ–ľ–Ņ—Ä–Ķ—Ā–ł–ĺ–Ĺ–ł–ľ –Ņ—Ä—Ā—ā–Ķ–Ĺ–ĺ–ľ.

–Ņ—Ä–Ķ—Ā —Ą–ł—ā—ā–ł–Ĺ–≥—Ā
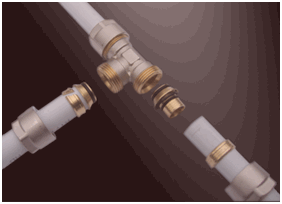
–Ē–į–Ĺ–į—Ā —Ā—É –Ņ—Ä–Ķ—Ā-–į—Ä–ľ–į—ā—É—Ä–Ķ –Ĺ–į—ė–Ī–ĺ—ô–ł –Ĺ–į—á–ł–Ĺ –∑–į —É–≥—Ä–į–ī—ö—É –ľ–Ķ—ā–į–Ľ-–Ņ–Ľ–į—Ā—ā–ł—á–Ĺ–ł—Ö —Ü–Ķ–≤–ł –∑–į –≥—Ä–ł—ė–į—ö–Ķ, –ļ–ĺ—ė–Ķ –∑–į–ī—Ä–∂–į–≤–į—ė—É –Ĺ–Ķ–Ņ—Ä–ĺ–Ņ—É—Ā–Ĺ–ĺ—Ā—ā —Ā–ł—Ā—ā–Ķ–ľ–į —É —Ü–ł—ė–Ķ–Ľ–ĺ–ľ —Ä–į—Ā–Ņ–ĺ–Ĺ—É —Ä–į–ī–Ĺ–ł–ļ–į–Ņ—Ä–ł—ā–ł—Ā–ļ–Ķ –ł —ā–Ķ–ľ–Ņ–Ķ—Ä–į—ā—É—Ä–Ķ. –Ę–ĺ —ė–Ķ —á–≤–ĺ—Ä –ļ–ĺ—ė–ł —Ā–Ķ –Ĺ–Ķ –ľ–ĺ–∂–Ķ –ĺ–ī–≤–ĺ—ė–ł—ā–ł —Ā–į —Ā–Ĺ–į–∂–Ĺ–ĺ–ľ —Ą–ł–ļ—Ā–į—Ü–ł—ė–ĺ–ľ –ú–ü —Ü–ł—ė–Ķ–≤–ł, —ą—ā–ĺ –ĺ–ľ–ĺ–≥—É—õ–į–≤–į —É–Ņ–ĺ—ā—Ä–Ķ–Ī—É –Ņ—Ä–Ķ—ą–į–Ĺ–ł—Ö —Ā–Ņ–ĺ—ė–Ĺ–ł—Ü–į —É –ĺ—ā–≤–ĺ—Ä–Ķ–Ĺ–ĺ–ľ –ł —Ā–ļ—Ä–ł–≤–Ķ–Ĺ–ĺ–ľ –ĺ–∂–ł—á–Ķ—ö—É —Ü—ė–Ķ–≤–ĺ–≤–ĺ–ī–į —Ā–ł—Ā—ā–Ķ–ľ–į –∑–į –≥—Ä–ł—ė–į—ö–Ķ –ł –ü–í–Ę.

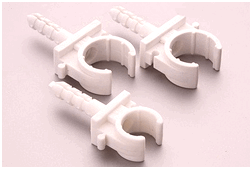
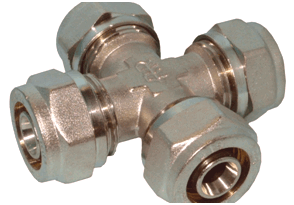
–°–Ņ–ĺ—ė–Ĺ–ł —á–≤–ĺ—Ä –ĺ–Ī—É—Ö–≤–į—ā–į –ļ—É—õ–ł—ą—ā–Ķ –ĺ–ī –Ī–į–ļ—Ä–į –ł–Ľ–ł –ľ–Ķ—Ā–ł–Ĺ–≥–į –ł —á–į—É—Ä–Ķ (2, 3 –ł–Ľ–ł 4) –ł–∑—Ä–į—í–Ķ–Ĺ–Ķ –ĺ–ī –Ĺ–Ķ—Ä—í–į—ė—É—õ–Ķ–≥ —á–Ķ–Ľ–ł–ļ–į - –ī–ł–∑–į—ė–Ĺ –∑–į–≤–ł—Ā–ł –ĺ–ī –Ĺ–į–ľ—ė–Ķ–Ĺ–Ķ —Ą–ł—ā–ł–Ĺ–≥–į –ł –Ľ–ĺ–ļ–į—Ü–ł—ė–Ķ —ö–Ķ–≥–ĺ–≤–Ķ –ł–Ĺ—Ā—ā–į–Ľ–į—Ü–ł—ė–Ķ —É —Ā–ł—Ā—ā–Ķ–ľ—É.
–ě–Ī–Ľ–ł–ļ –ļ—É—õ–ł—ą—ā–į –ľ–ĺ–∂–Ķ –Ī–ł—ā–ł —Ä–į–∑–Ľ–ł—á–ł—ā (–Ņ–ĺ–Ņ—Ä–Ķ—á–Ĺ–Ķ –≥—Ä–Ķ–ī–Ķ, —É–≥–Ľ–ĺ–≤–ł, –Ę-–ļ–ĺ–ľ–į–ī–ł, —Ā–Ņ–ĺ—ė–Ĺ–ł—Ü–Ķ) –ł –∑–į–≤–ł—Ā–ł –ĺ–ī —ā–ł–Ņ–į –≤–Ķ–∑–Ķ. –†—É–ļ–į–≤–į—Ü –ĺ–Ī–Ķ–∑–Ī–Ķ—í—É—ė–Ķ –Ņ–ĺ—ā—Ä–Ķ–Ī–Ĺ—É —á–≤—Ä—Ā—ā–ĺ—õ—É - –Ķ–Ľ–Ķ–ľ–Ķ–Ĺ—ā —Ā–Ķ –ł—Ā—ā–ł—Ā–ļ—É—ė–Ķ –Ņ–ĺ—Ā–Ķ–Ī–Ĺ–ł–ľ —É—Ä–Ķ—í–į—ė–Ķ–ľ, –Ĺ–į–ļ–ĺ–Ĺ —á–Ķ–≥–į —ė–Ķ –∑–Ī–ĺ–≥ –Ņ–ĺ—Ā–Ķ–Ī–Ĺ–ĺ–≥ —ā—Ä–Ķ—ā–ľ–į–Ĺ–į –ľ–Ķ—ā–į–Ľ–į –≥–ĺ—ā–ĺ–≤–ĺ –Ĺ–Ķ–ľ–ĺ–≥—É—õ–Ķ –Ņ—Ä–ĺ–ľ–Ķ–Ĺ–ł—ā–ł —ö–Ķ–≥–ĺ–≤ –Ņ—Ä–ĺ—Ą–ł–Ľ. –Ē–į –Ī–ł —Ā–Ķ –Ĺ–Ķ—É—ā—Ä–į–Ľ–ł—Ā–į–ĺ –Ņ—Ä–ĺ–Ī–Ľ–Ķ–ľ —Ä–į–∑–Ľ–ł—á–ł—ā–ł—Ö –ļ–į—Ä–į–ļ—ā–Ķ—Ä–ł—Ā—ā–ł–ļ–į –Ľ—É—ā–į—ė—É—õ–ł—Ö —Ā—ā—Ä—É—ė–į –ł–∑–ľ–Ķ—í—É –Ī–į–ļ–į—Ä–Ĺ–ĺ–≥ –ĺ–ľ–ĺ—ā–į—á–į –ł —á–Ķ–Ľ–ł—á–Ĺ–ł—Ö —á–į—É—Ä–į, –Ņ–ĺ—Ā—ā–į–≤—ô–Ķ–Ĺ–į —ė–Ķ –∑–į–Ņ—ā–ł–≤–ļ–į –∑–į–Ņ—ā–ł–≤–Ĺ–ĺ–≥ –Ņ—Ä—Ā—ā–Ķ–Ĺ–į - —Ā—ā–Ķ–∑–į—ô–ļ–Ķ.

–ü—Ä–ł—á–≤—Ä—ą—õ–ł–≤–į—ö–Ķ —Ą–ł—ā–ł–Ĺ–≥–į –≤—Ä—ą–ł —Ā–Ķ –Ņ—Ä–ł—ā–ł—Ā–ļ–ĺ–ľ –Ĺ–į —Ä—É—á–Ĺ–ĺ –ł–Ľ–ł —Ö–ł–ī—Ä–į—É–Ľ–ł—á–Ĺ–ĺ –ł–∑–≤—Ä—ą–į–≤–į—ö–Ķ. –¶–Ķ–Ĺ–į —Ä—É—á–Ĺ–ĺ–≥ –į–Ľ–į—ā–į —ė–Ķ –Ņ—É—ā–į –ľ–į—ö–į –ĺ–ī —Ö–ł–ī—Ä–į—É–Ľ–ł—á–ļ–Ķ, –į–Ľ–ł —Ā–Ķ –ļ–≤–į–Ľ–ł—ā–Ķ—ā –≤–Ķ–∑–Ķ –Ĺ–Ķ –ĺ–ī—Ä–į–∂–į–≤–į - —Ä—É—á–Ĺ–ł —Ä–į–ī —ė–Ķ —ā–į–ļ–ĺ—í–Ķ –Ņ–ĺ—É–∑–ī–į–Ĺ.

–ú–Ķ—ā–ĺ–ī —É–≥—Ä–į–ī—ö–Ķ –Ņ–ĺ–ī –Ņ—Ä–ł—ā–ł—Ā–ļ–ĺ–ľ
–¶–Ķ–≤ —ė–Ķ —Ā—ā—Ä–ł–ļ—ā–Ĺ–ĺ –ĺ–ļ–ĺ–ľ–ł—ā–į –Ĺ–į —Ā–≤–ĺ—ė—É –ĺ—Ā—É, –ĺ–ī—Ā–Ķ—á–Ķ–Ĺ–į —ė–Ķ –Ĺ–į –ľ–Ķ—Ā—ā—É –Ņ–ĺ–ľ–ĺ—õ—É —Ā–Ķ–ļ–į—á–į –∑–į —Ü–Ķ–≤–ł, –Ĺ–į–ļ–ĺ–Ĺ —á–Ķ–≥–į —Ā–Ķ –∑–į–≤—Ä—ą–į–≤–į —ö–Ķ–≥–ĺ–≤ –ļ—Ä–į—ė - –≥–Ķ–ĺ–ľ–Ķ—ā—Ä–ł—ė–į —Ā–Ķ–ļ—Ü–ł—ė–Ķ —Ā–Ķ –≤—Ä–į—õ–į –ļ–į–Ľ–ł–Ī—Ä–į—ā–ĺ—Ä–ĺ–ľ, –į —Ā–ļ—Ä–į—õ–ł–≤–į—ö–Ķ —É–Ĺ—É—ā—Ä–į—ą—ö–Ķ –ł–≤–ł—Ü–Ķ —Ä–Ķ–∑–į —Ā–Ķ –ł–∑–≤–ĺ–ī–ł. –ü–ĺ—Ā–Ľ–Ķ –∑–į–≤—Ä—ą–Ķ—ā–ļ–į –∑–į–≤—Ä—ą–Ķ—ā–ļ–į, —É–Ī–į—Ü—É—ė–Ķ–ľ–ĺ —Ü–Ķ–≤ —É —Ą–ł—ā–ł–Ĺ–≥ –ī–ĺ –≥—Ä–į–Ĺ–ł—á–Ĺ–ł–ļ–į, –ļ–ĺ–Ĺ—ā—Ä–ĺ–Ľ–ł—ą—É—õ–ł –ĺ–ļ–ĺ–ľ–ł—Ü—É –ļ—Ä–ĺ–∑ –ļ–ĺ–Ĺ—ā—Ä–ĺ–Ľ–Ĺ–ł –ĺ—ā–≤–ĺ—Ä. –†—É–ļ–į–≤–į—Ü —Ā–Ķ –ī–ł–≤–ł —Ā—ā–Ķ–∑–į—ô–ļ–į–ľ–į –ļ—Ä–Ņ–Ķ—ô–į, –į —ö–ł—Ö–ĺ–≤–Ķ —Ä—É—á–ļ–Ķ —Ā—É –Ņ–ĺ—Ā—ā–į–≤—ô–Ķ–Ĺ–Ķ —ā–į–ļ–ĺ –ī–į –ĺ–ī–≥–ĺ–≤–į—Ä–į—ė—É —ė–Ķ–ī–Ĺ–ĺ–ľ—ė–Ķ–ī–į–Ĺ –ī–ĺ –ļ—Ä–į—ė–į.
–í–į–∂–Ĺ–ĺ! –ö–ĺ–ľ–Ņ—Ä–Ķ—Ā–ł–ĺ–Ĺ–ł –Ņ—Ä–Ķ—Ā—Ā —Ą–ł—ā–ł–Ĺ–∑–ł —Ā—É –Ĺ–į–Ņ—Ä–į–≤—ô–Ķ–Ĺ–ł –ĺ–ī –≥—Ä–ł—ö–į –ĺ–ī–≥–ĺ–≤–į—Ä–į—ė—É—õ–Ķ –≤–Ķ–Ľ–ł—á–ł–Ĺ–Ķ, —É –ľ–Ĺ–ĺ–≥–ł–ľ —Ā–Ķ—ā–ĺ–≤–ł–ľ–į –į–Ľ–į—ā–į –Ņ–ĺ—Ā—ā–ĺ—ė–ł —Ā–Ķ—ā –ĺ–ī–≤–ĺ—ė–ł–≤–ł—Ö —Ā—ā–Ķ–∑–į—ô–ļ–ł –∑–į –Ņ–ĺ–≤–Ķ–∑–ł–≤–į—ö–Ķ —á–≤–ĺ—Ä–ĺ–≤–į —Ä–į–∑–Ľ–ł—á–ł—ā–ł—Ö –Ņ—Ä–Ķ—á–Ĺ–ł–ļ–į.
–ü–ĺ –∑–į–≤—Ä—ą–Ķ—ā–ļ—É –Ņ—Ä–į–≤–ł–Ľ–Ĺ–Ķ –ļ–ĺ–ľ–Ņ—Ä–Ķ—Ā–ł—ė–Ķ, –ī–≤–į –∂—ô–Ķ–Ī–į —É –ļ—Ä—É–≥—É –ĺ—Ā—ā–į—ė—É –Ĺ–į —Ä—É–ļ–į–≤—É, –į —ö–Ķ–≥–ĺ–≤ –Ņ—Ä–ĺ—Ą–ł–Ľ –Ņ–ĺ—Ā—ā–į—ė–Ķ –ļ–ĺ–Ĺ–≤–Ķ–ļ—Ā–į–Ĺ –ĺ–ī –ł–≤–ł—Ü–į –ī–ĺ —Ā—Ä–Ķ–ī–ł–Ĺ–Ķ. –ü–ĺ–Ĺ–į–≤—ô–į—ö–Ķ –Ņ—Ä–ł—ā–ł—Ā–ļ–į –ł—Ā—ā–Ķ –≤–Ķ–∑–Ķ –Ĺ–ł—ė–Ķ –Ņ—Ä–ł—Ö–≤–į—ā—ô–ł–≤–ĺ - –Ĺ–Ķ–Ņ—Ä–ĺ–Ņ—É—Ā–Ĺ–ĺ—Ā—ā –≤–Ķ–∑–Ķ —õ–Ķ –Ī–ł—ā–ł –Ņ—Ä–Ķ–ļ–ł–Ĺ—É—ā–į.

–ü–ł—ā–į—ö–Ķ —Ā–į–ľ–ĺ-—Ā–Ņ–į—ė–į—ė—É—õ–ł—Ö –ú–ü —Ü–Ķ–≤–ł —Ā–į –Ņ—Ä–Ķ—Ā-–į—Ä–ľ–į—ā—É—Ä–į–ľ–į –Ĺ–ł—ė–Ķ —ā–Ķ—ą–ļ–ĺ, –į–Ľ–ł —ė–Ķ —Ü–Ķ–Ĺ–į –≥—Ä–ł—ö–į –Ņ—Ä–ł–Ľ–ł—á–Ĺ–ĺ –≤–ł—Ā–ĺ–ļ–į - –ļ—É–Ņ–ĺ–≤–ł–Ĺ–į –į–Ľ–į—ā–į, —á–į–ļ –ł —Ä—É—á–Ĺ–ĺ –ł–∑–≤—Ä—ą–į–≤–į—ö–Ķ, –∑–į —ė–Ķ–ī–Ĺ–ĺ–ļ—Ä–į—ā–Ĺ—É —É–Ņ–ĺ—ā—Ä–Ķ–Ī—É –Ĺ–Ķ–ľ–į —Ā–ľ–ł—Ā–Ľ–į, –ł–∑ —ā–ł—Ö —Ä–į–∑–Ľ–ĺ–≥–į, –Ņ—Ä–Ķ—Ā—Ā –ļ–Ľ–ĺ–Ņ–ļ–Ķ –Ĺ—É–ī–Ķ –į–Ľ–į—ā –∑–į –ł–∑–Ĺ–į—ė–ľ—ô–ł–≤–į—ö–Ķ.
–ü—Ä–Ķ–ī–Ĺ–ĺ—Ā—ā–ł –ł –Ĺ–Ķ–ī–ĺ—Ā—ā–į—Ü–ł –ľ–Ķ—ā–į–Ľ-–Ņ–Ľ–į—Ā—ā–ł—á–Ĺ–ł—Ö —Ü–Ķ–≤–ł
–ü—Ä–Ķ–ī–Ĺ–ĺ—Ā—ā–ł –ú–ü —Ü–Ķ–≤–ł –ļ–ĺ—ė–Ķ —Ā–Ķ –ļ–ĺ—Ä–ł—Ā—ā–Ķ –∑–į –ł–Ĺ—Ā—ā–į–Ľ–į—Ü–ł—ė—É —Ā–ł—Ā—ā–Ķ–ľ–į –∑–į –≥—Ä–Ķ—ė–į—ö–Ķ –ł —Ā–Ĺ–į–Ī–ī–Ķ–≤–į—ö–Ķ –≤–ĺ–ī–ĺ–ľ —Ā—É —Ā–Ľ–Ķ–ī–Ķ—õ–ł –ļ—Ä–ł—ā–Ķ—Ä–ł—ė—É–ľ–ł:
- –ī–ĺ–≤–ĺ—ô–Ĺ–į –Ņ–Ľ–į—Ā—ā–ł—á–Ĺ–ĺ—Ā—ā - –Ľ–į–ļ–ĺ —ė–Ķ –ł–∑–≤—Ä—ą–ł—ā–ł —Ä–į–∑—Ä—ė–Ķ—í–ł–≤–į—ö–Ķ —É –Ņ—Ä–į–≤–ĺ–ľ —Ā–ľ—ė–Ķ—Ä—É;
- —Ä–į–∑–Ĺ–ĺ–≤—Ä—Ā–Ĺ–ĺ—Ā—ā - —Ā–Ĺ–į–Ī–ī–Ķ–≤–į—ö–Ķ —ā–ĺ–Ņ–Ľ–ĺ–ľ –ł —Ö–Ľ–į–ī–Ĺ–ĺ–ľ –≤–ĺ–ī–ĺ–ľ, —Ā–ł—Ā—ā–Ķ–ľ–ł –≥—Ä–Ķ—ė–į—ö–į (—É–ļ—ô—É—á—É—ė—É—õ–ł —ā–ĺ–Ņ–Ľ–Ķ –Ņ–ĺ–ī–ĺ–≤–Ķ);
- –į–Ņ—Ā–ĺ–Ľ—É—ā–Ĺ–į –į–Ĺ—ā–ł–ļ–ĺ—Ä–ĺ–∑–ł–≤–Ĺ–ĺ—Ā—ā;
- –ī–ĺ–≤–ĺ—ô–Ĺ—É –ĺ—ā–Ņ–ĺ—Ä–Ĺ–ĺ—Ā—ā –Ĺ–į —ā–ĺ–Ņ–Ľ–ĺ—ā—É;
- –ľ–į–Ľ–ł –Ņ—Ä–ĺ—Ü–Ķ–Ĺ–į—ā;
- —ą–ł—Ä–ĺ–ļ —Ä–į—Ā–Ņ–ĺ–Ĺ —Ü–Ķ–Ĺ–į;
- –ī–ĺ—Ā—ā—É–Ņ–Ĺ–ĺ—Ā—ā —Ā–į–ľ–Ķ –ł–Ĺ—Ā—ā–į–Ľ–į—Ü–ł—ė–Ķ;
- –Ľ–į–ļ–ĺ—õ–į –ĺ–ī—Ä–∂–į–≤–į—ö–į;
- –Ĺ–ł—Ā–ļ–į —ā–ĺ–Ņ–Ľ–ĺ—ā–Ĺ–į —Ā–Ĺ–į–≥–į;
- –Ķ–ļ–ĺ–Ľ–ĺ—ą–ļ–ł.
–°–į —ā–į–ļ–ĺ —ą–ł—Ä–ĺ–ļ–ĺ–ľ –ł –Ĺ–Ķ–Ņ–ĺ—ā–Ņ—É–Ĺ–ĺ–ľ –Ľ–ł—Ā—ā–ĺ–ľ –Ņ—Ä–Ķ–ī–Ĺ–ĺ—Ā—ā–ł, –ú–ü —Ü–Ķ–≤–ł –ł–ľ–į—ė—É –Ĺ–Ķ–ī–ĺ—Ā—ā–į—ā–ļ–Ķ:
- —Ä–Ķ–Ľ–į—ā–ł–≤–Ĺ–ĺ –Ĺ–ł—Ā–ļ–į —ā—Ä–į—ė–Ĺ–ĺ—Ā—ā (–ĺ–ļ–ĺ 15 –≥–ĺ–ī–ł–Ĺ–į);
- –∑–į–ľ—Ä–∑–į–≤–į—ö–Ķ —É –Ņ—Ä–ł—Ā—É—Ā—ā–≤—É –≤–ĺ–ī–Ķ —Ā–į –Ĺ–į–ļ–Ĺ–į–ī–Ĺ–ł–ľ —É–Ĺ–ł—ą—ā–Ķ—ö–Ķ–ľ (–ĺ–≥—Ä–į–Ĺ–ł—á–Ķ–Ĺ–ĺ –ļ–ĺ—Ä–ł—ą—õ–Ķ—ö–Ķ –ļ–Ľ–ł–ľ–į—ā—Ā–ļ–ł—Ö –∑–ĺ–Ĺ–į);
- —ė–Ķ –ľ–į—ö–Ķ –Ņ–ĺ—É–∑–ī–į–Ĺ –∑–į —Ā–Ņ–į—ė–į—ö–Ķ —á–Ķ–Ľ–ł—á–Ĺ–ł—Ö —Ü–ł—ė–Ķ–≤–ł;
- –Ĺ–ł—Ā–ļ–į –≤–į—ā—Ä–ĺ–ĺ—ā–Ņ–ĺ—Ä–Ĺ–ĺ—Ā—ā –Ņ–ĺ–Ľ–ł–ľ–Ķ—Ä–Ĺ–ł—Ö —ô—É—Ā–į–ļ–į.
–∑–į–ļ–Ľ—É—á–Ķ–Ĺ–ł–Ķ
–£–Ņ—Ä–ļ–ĺ—Ā –Ņ–ĺ—Ā—ā–ĺ—ė–į—ö—É –Ĺ–ł–∑–į –Ĺ–Ķ–ī–ĺ—Ā—ā–į—ā–į–ļ–į, –ľ–Ķ—ā–į–Ľ-–Ņ–Ľ–į—Ā—ā–ł—á–Ĺ–Ķ —Ü–Ķ–≤–ł, —Ā–į –Ņ—Ä–į–≤–ł–ľ –ł–∑–Ī–ĺ—Ä–ĺ–ľ –Ņ—Ä–ł–ľ–Ķ–Ĺ–Ķ, –≤—Ä—Ā—ā–ĺ–ľ –ľ–į—ā–Ķ—Ä–ł—ė–į–Ľ–į –ł –ļ–≤–į–Ľ–ł—ā–Ķ—ā–Ĺ–ĺ–ľ —É–≥—Ä–į–ī—ö–ĺ–ľ, —õ–Ķ —ā—Ä–į—ė–į—ā–ł –Ņ—Ä–ł–Ľ–ł—á–Ĺ–ĺ –ī—É–≥–ĺ –ī–į –Ī–ł —Ā–Ķ —ā—Ä–ĺ—ą–ļ–ĺ–≤–ł –ļ—É–Ņ–ĺ–≤–ł–Ĺ–Ķ –ł –ł–Ĺ—Ā—ā–į–Ľ–į—Ü–ł—ė–Ķ –ĺ–Ņ—Ä–į–≤–ī–į–Ľ–ł –Ĺ–Ķ–ļ–ĺ–Ľ–ł–ļ–ĺ –Ņ—É—ā–į. –°—ā–ĺ–≥–į —Ā–Ķ –Ņ–ĺ—ā—Ä–ĺ—ą–į—á–ļ–į –Ņ–ĺ—ā—Ä–į–∂—ö–į –∑–į –ú–ü-–ľ–į—ā–Ķ—Ä–ł—ė–į–Ľ–ĺ–ľ –Ĺ–Ķ —Ā–ľ–į—ö—É—ė–Ķ, –≤–Ķ—õ —Ā–Ķ –Ņ–ĺ–≤–Ķ—õ–į–≤–į, –Ņ–ĺ—Ā–Ķ–Ī–Ĺ–ĺ –∑–Ī–ĺ–≥ —Ā—ā–į–Ľ–Ĺ–ĺ–≥ –Ņ–ĺ—ė–į–≤—ô–ł–≤–į—ö–į –Ĺ–ĺ–≤–ł—Ö —Ā–ĺ—Ä—ā–ł —Ā–į –Ņ–ĺ–Ī–ĺ—ô—ą–į–Ĺ–ł–ľ –ļ–į—Ä–į–ļ—ā–Ķ—Ä–ł—Ā—ā–ł–ļ–į–ľ–į.