 –°–∞—Б—В–∞–≤–љ–Є –і–Є–Њ –Љ–Њ–і–µ—А–љ–Є—Е –≤–Њ–і–Њ–≤–Њ–і–љ–Є—Е –Є –Њ–і–≤–Њ–і–љ–Є—Е —Б–Є—Б—В–µ–Љ–∞ —Б—Г –њ–Њ–ї–Є–µ—В–Є–ї–µ–љ—Б–Ї–µ —Ж–Є—Ш–µ–≤–Є, –Ї–Њ—Ш–µ —Б–µ –Ї–Њ—А–Є—Б—В–µ –Ј–∞ –Њ–і–≤–Њ–і—Ъ—Г –Њ—В–њ–∞–і–љ–Є—Е –≤–Њ–і–∞. –Я–Њ—В—А–µ–±–∞ –Ј–∞ —Ъ–Є—Е–Њ–≤–Њ–Љ —Г–≥—А–∞–і—Ъ–Њ–Љ —Ш–µ –≤–∞–ґ–љ–∞ –±–µ–Ј –Њ–±–Ј–Є—А–∞ –љ–∞ –љ–∞–Љ—Ш–µ–љ—Г –Ј–≥—А–∞–і–µ: –Є–љ–і—Г—Б—В—А–Є—Ш—Б–Ї–∞ –Є–ї–Є –і–Њ–Љ–∞—Ы–∞. –£ –њ—А–≤–Њ–Љ —Б–ї—Г—З–∞—Ш—Г, –њ—А–Є—Б—Г—Б—В–≤–Њ –Њ—В–њ–∞–і–∞ –њ–Њ–≤–µ–Ј–∞–љ–Њ —Ш–µ —Б–∞ –њ—А–Њ–Є–Ј–≤–Њ–і–љ–Є–Љ –њ—А–Њ—Ж–µ—Б–Є–Љ–∞, –∞—Г –і—А—Г–≥–Њ–Љ —Б–∞ —Щ—Г–і—Б–Ї–Є–Љ –ґ–Є–≤–Њ—В–Њ–Љ.
–°–∞—Б—В–∞–≤–љ–Є –і–Є–Њ –Љ–Њ–і–µ—А–љ–Є—Е –≤–Њ–і–Њ–≤–Њ–і–љ–Є—Е –Є –Њ–і–≤–Њ–і–љ–Є—Е —Б–Є—Б—В–µ–Љ–∞ —Б—Г –њ–Њ–ї–Є–µ—В–Є–ї–µ–љ—Б–Ї–µ —Ж–Є—Ш–µ–≤–Є, –Ї–Њ—Ш–µ —Б–µ –Ї–Њ—А–Є—Б—В–µ –Ј–∞ –Њ–і–≤–Њ–і—Ъ—Г –Њ—В–њ–∞–і–љ–Є—Е –≤–Њ–і–∞. –Я–Њ—В—А–µ–±–∞ –Ј–∞ —Ъ–Є—Е–Њ–≤–Њ–Љ —Г–≥—А–∞–і—Ъ–Њ–Љ —Ш–µ –≤–∞–ґ–љ–∞ –±–µ–Ј –Њ–±–Ј–Є—А–∞ –љ–∞ –љ–∞–Љ—Ш–µ–љ—Г –Ј–≥—А–∞–і–µ: –Є–љ–і—Г—Б—В—А–Є—Ш—Б–Ї–∞ –Є–ї–Є –і–Њ–Љ–∞—Ы–∞. –£ –њ—А–≤–Њ–Љ —Б–ї—Г—З–∞—Ш—Г, –њ—А–Є—Б—Г—Б—В–≤–Њ –Њ—В–њ–∞–і–∞ –њ–Њ–≤–µ–Ј–∞–љ–Њ —Ш–µ —Б–∞ –њ—А–Њ–Є–Ј–≤–Њ–і–љ–Є–Љ –њ—А–Њ—Ж–µ—Б–Є–Љ–∞, –∞—Г –і—А—Г–≥–Њ–Љ —Б–∞ —Щ—Г–і—Б–Ї–Є–Љ –ґ–Є–≤–Њ—В–Њ–Љ.
–Ъ–∞–љ–∞–ї–Є–Ј–∞—Ж–Є–Њ–љ–Є —Б–Є—Б—В–µ–Љ–Є –њ–Њ–і–ї–Є—Ш–µ–ґ—Г –≤–Є—Б–Њ–Ї–Є–Љ –Ј–∞—Е—В—Ш–µ–≤–Є–Љ–∞ –Ї–Њ—Ш–Є –Њ–і—А–µ—Т—Г—Ш—Г –њ—А–∞–≤–Є–ї–∞ –Ј–∞ —Ъ–Є—Е–Њ–≤ —А–∞–і. –Ґ–Њ —Ш–µ –Ј–±–Њ–≥ —З–Є—Ъ–µ–љ–Є—Ж–µ –і–∞ –Њ–Ј–±–Є—Щ–љ–Є –њ—А–Њ–њ—Г—Б—В–Є —Г —В–∞–Ї–≤–Є–Љ —Б–Є—Б—В–µ–Љ–Є–Љ–∞ –Љ–Њ–≥—Г –Є–Ј–∞–Ј–≤–∞—В–Є –Ї—А–Є–Ј—Г —Б–∞–љ–Є—В–∞—А–љ–µ –Є –µ–њ–Є–і–µ–Љ–Є–Њ–ї–Њ—И–Ї–µ –њ—А–Є—А–Њ–і–µ —Г –Љ—Ш–µ—Б—В–Є–Љ–∞ —Б—В–∞–љ–Њ–≤–∞—Ъ–∞ —Щ—Г–і–Є.
–° –Њ–±–Ј–Є—А–Њ–Љ –љ–∞ —З–Є—Ъ–µ–љ–Є—Ж—Г –і–∞ —Б—Г –њ–Њ–ї–Є–µ—В–Є–ї–µ–љ—Б–Ї–µ —Ж–µ–≤–Є –Ј–∞ –Ї–∞–љ–∞–ї–Є–Ј–∞—Ж–Є—Ш—Г –њ–Њ—З–µ–ї–µ –і–∞ —Б–µ –њ—А–Њ–Є–Ј–≤–Њ–і–µ —А–µ–ї–∞—В–Є–≤–љ–Њ –љ–µ–і–∞–≤–љ–Њ, —Ъ–Є—Е–Њ–≤–µ –Ї–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–µ —Б—Г —Г –њ–Њ—В–њ—Г–љ–Њ—Б—В–Є —Г —Б–Ї–ї–∞–і—Г —Б–∞ –њ–Њ—Б—В–Њ—Ш–µ—Ы–Є–Љ –Ј–∞—Е—В–µ–≤–Є–Љ–∞ –Ј–∞ –Њ–≤–∞—Ш –њ—А–Њ–Є–Ј–≤–Њ–і. –£ —Б–∞–і–∞—И—Ъ–Є–Љ —Г—Б–ї–Њ–≤–Є–Љ–∞, –Є–Ј–≥—А–∞–і—Ъ–∞ —Ж–µ–≤–Є –Њ–і –њ–Њ–ї–Є–µ—В–Є–ї–µ–љ–∞ –њ—А–∞–Ї—В–Є—З–љ–Њ —Ш–µ –Ј–∞–Љ–µ–љ–Є–ї–∞ —Б–ї–Є—З–љ–µ –њ—А–Њ–Є–Ј–≤–Њ–і–µ –Ї–Њ—Ш–Є —Б—Г –љ–∞–њ—А–∞–≤—Щ–µ–љ–Є –Њ–і —Б–Є—А–Њ–≤–Њ–≥ –≥–≤–Њ–ґ—Т–∞, –Љ–µ—В–∞–ї–∞ –Є –±–µ—В–Њ–љ–∞.
–°–њ–µ—Ж–Є—Д–Є–Ї–∞—Ж–Є—Ш–µ
–Ъ–∞–љ–∞–ї–Є–Ј–∞—Ж–Є–Њ–љ–∞ –њ–Њ–ї–Є–µ—В–Є–ї–µ–љ—Б–Ї–∞ —Ж–µ–≤ –љ–∞–ї–∞–Ј–Є —Б–≤–Њ—Ш—Г –њ—А–Є–Љ–µ–љ—Г —Г —А–∞—Б–њ–Њ—А–µ–і—Г –Ї–∞–Ї–Њ —Б–њ–Њ—Щ–∞—И—Ъ–µ —В–∞–Ї–Њ –Є —Г–љ—Г—В—А–∞—И—Ъ–µ –Ї–∞–љ–∞–ї–Є–Ј–∞—Ж–Є—Ш–µ. –£ –Њ–≤–Њ–Љ —Б–ї—Г—З–∞—Ш—Г, –Ј–Њ–љ—Б–Ї–∞ –Њ–Ј–љ–∞–Ї–∞ —Г–њ–Њ—В—А–µ–±–µ –Њ–≤–Њ–≥ –њ—А–Њ–Є–Ј–≤–Њ–і–∞ —Ш–µ –Њ–Ј–љ–∞—З–µ–љ–∞ –Ї–∞–Њ –£, –Ї–Њ—Ш–∞ –Њ–і—А–µ—Т—Г—Ш–µ —В–µ–Љ–њ–µ—А–∞—В—Г—А—Г —Ъ–Є—Е–Њ–≤–Њ–≥ —А–∞–і–∞: –і–Њ 40-50 ¬∞ –¶ —Г–Ј –і–Њ–њ—Г—И—В–µ–љ–Њ—Б—В –Ї—А–∞—В–Ї–Њ—В—А–∞—Ш–љ–Њ–≥ –њ–Њ—А–∞—Б—В–∞ –љ–∞ 60-65 ¬∞ –¶. –Ц–Є–≤–Њ—В –µ–Ї—Б–њ–ї–Њ–∞—В–∞—Ж–Є—Ш–µ –љ–Є—Ш–µ –Ї—А–∞—Ы–Є –Њ–і 50 –≥–Њ–і–Є–љ–∞.

–Я—А–µ–Љ–∞ –У–Ю–°–Ґ-—Г, –≤—А–µ–і–љ–Њ–≤–∞—Ъ–µ —А–∞–Ј–Љ–∞—В—А–∞–љ–Є—Е –њ–Њ–ї–Є–µ—В–Є–ї–µ–љ—Б–Ї–Є—Е —Ж–µ–≤–Є –≤—А—И–Є —Б–µ —Г–Ј–Є–Љ–∞—Ш—Г—Ы–Є —Г –Њ–±–Ј–Є—А —Б–ї–µ–і–µ—Ы–µ –Ї–Њ–љ—В—А–Њ–ї–µ:
- —Г—Б–Ї–ї–∞—Т–µ–љ–Њ—Б—В —Г–љ—Г—В—А–∞—И—Ъ–µ–≥ –Є —Б–њ–Њ—Щ–∞—И—Ъ–µ–≥ —Б—В–∞—Ъ–∞ —Б–∞ –љ–Њ—А–Љ–∞–Љ–∞;
- –Є–Ј–і—Г–ґ–µ—Ъ–µ –њ—А–Њ–Є–Ј–≤–Њ–і–∞ –њ—А–Є –њ—А–µ–Ї–Є–і—Г –Њ–і –љ–∞—Ш–Љ–∞—Ъ–µ 250%;
- –Ј–∞—Е—В–µ–≤–∞ —Б–љ–∞–≥—Г –њ–Њ–і —Г—В–Є—Ж–∞—Ш–µ–Љ —Г–љ—Г—В—А–∞—И—Ъ–µ–≥ –њ—А–Є—В–Є—Б–Ї–∞;
- –њ—А–Њ–Љ–µ–љ–∞ –і—Г–ґ–Є–љ–µ —Г—Б–ї–µ–і –Ј–∞–≥—А–µ–≤–∞—Ъ–∞.
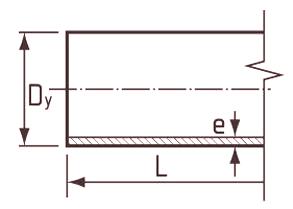
–Ґ–µ—Е–љ–Є—З–Ї–µ –Ї–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–µ –њ—А–Њ–Є–Ј–≤–Њ–і–∞ —Б—Г –њ–∞—А–∞–Љ–µ—В—А–Є –і–µ–±—Щ–Є–љ–µ –Ј–Є–і–∞ –Є —Б–њ–Њ—Щ–љ–Њ–≥ –њ—А–µ—З–љ–Є–Ї–∞ –Ї–Њ–і –љ–Њ–Љ–Є–љ–∞–ї–љ–Є—Е –≤—А–µ–і–љ–Њ—Б—В–Є, –Ї–∞–і–∞ —Б–µ —В–∞–Ї–≤–∞ –Љ–µ—А–µ—Ъ–∞ –Њ–±–∞–≤—Щ–∞—Ш—Г —Г –Љ–Є–ї–Є–Љ–µ—В—А–Є–Љ–∞. –Ю–і–љ–Њ—Б –Њ–≤–Є—Е –њ–∞—А–∞–Љ–µ—В–∞—А–∞ —Ш–µ –Њ–Ј–љ–∞—З–µ–љ –Ї–∞–Њ –°–Ф–†.
–Ю–±–Є—З–љ–Њ –Є–љ–і—Г—Б—В—А–Є—Ш–∞ –њ—А–Њ–Є–Ј–≤–Њ–і–Є –њ–Њ–ї–Є–µ—В–Є–ї–µ–љ—Б–Ї–µ —Ж–µ–≤–Є —Г –і—Г–ґ–Є–љ–Є –Њ–і 6-12 –Љ, –Ї–∞–Њ –Є –Њ–љ–µ —Б–µ –њ—А–Њ–Є–Ј–≤–Њ–і–µ —Г –Њ–±–ї–Є–Ї—Г –Ј–∞–ї–Є–≤–∞.
–Ґ–Є–њ–Њ–≤–Є –Я–Х —Ж–µ–≤–Є
–Я–Њ–ї–Є–µ—В–Є–ї–µ–љ—Б–Ї–µ –Ї–∞–љ–∞–ї–Є–Ј–∞—Ж–Є–Њ–љ–µ —Ж–µ–≤–Є —Б—Г –њ–Њ–і–µ—Щ–µ–љ–µ –љ–∞ –њ—А–Є—В–Є—Б–∞–Ї, –њ—А–Є—В–Є—Б–∞–Ї –Є —Б–Њ–Љ–∞—В—Б–Ї–Є.
—В–ї–∞—З–љ–∞ –≥–ї–∞–≤–∞
–Я–Њ—В—А–µ–±–∞ –Ј–∞ —Б–Є—Б—В–µ–Љ–Њ–Љ –њ—А–Є—В–Є—Б–Ї–∞ –љ–∞—Б—В–∞—Ш–µ –Ї–∞–і–∞ –њ–Њ—Б—В–Њ—Ш–Є –њ–Њ—В—А–µ–±–∞ –і–∞ —Б–µ –Њ—Б–Є–≥—Г—А–∞ –і–∞ —Б–µ —А—Ш–µ—И–µ—Ъ–∞ –Є—Б–њ–Њ—А—Г—З—Г—Ш—Г –љ–∞ –≤–Є—И—Г —В–Њ—З–Ї—Г —В–µ—А–µ–љ–∞ —Г –Њ–і–љ–Њ—Б—Г –љ–∞ –њ–Њ—З–µ—В–љ—Г –њ–Њ–Ј–Є—Ж–Є—Ш—Г.
–Э–∞ –њ—А–Є–Љ–µ—А, –љ–∞—Б–µ—Щ–µ–љ–Њ –њ–Њ–і—А—Г—З—Ш–µ —Б–∞ –Ї–∞–љ–∞–ї–Є–Ј–∞—Ж–Є–Њ–љ–Є–Љ —Б–Є—Б—В–µ–Љ–Њ–Љ –Ї–∞—А–∞–Ї—В–µ—А–Є—И–µ —З–Є—Ъ–µ–љ–Є—Ж–∞ –і–∞ —Б–µ —Ш–µ–і–∞–љ –Њ–і —Ъ–µ–≥–Њ–≤–Є—Е –і–µ–ї–Њ–≤–∞ –љ–∞–ї–∞–Ј–Є –Є–Ј–љ–∞–і –Ј–µ–Љ—Щ–µ —Г –Њ–і–љ–Њ—Б—Г –љ–∞ –і—А—Г–≥–Є. –£ –Њ–≤–Њ–Љ —Б–ї—Г—З–∞—Ш—Г, —Б—В–∞–љ–Є—Ж–∞ –Ј–∞ —В—А–µ—В–Љ–∞–љ —Б–µ –љ–∞–ї–∞–Ј–Є —Г –≥–Њ—А—Ъ–µ–Љ –і–µ–ї—Г. –£ —В–Њ–Љ —Б–ї—Г—З–∞—Ш—Г, –і–∞ –±–Є —Б–µ –Њ–±–µ–Ј–±–µ–і–Є–ї–Њ –њ–Њ–і–Є–Ј–∞—Ъ–µ —А–∞—Б—В–≤–Њ—А–∞ –љ–∞ —Б–Є—Б—В–µ–Љ–µ –Ј–∞ —З–Є—И—Ы–µ—Ъ–µ –Є –њ—А–Є–Љ–µ–љ–Є—В–Є –њ—А–Є—В–Є—Б–∞–Ї –Ї–∞–љ–∞–ї–Є–Ј–∞—Ж–Є—Ш–µ, –Ї–Њ—Ш–∞ —Г —Б–≤–Њ–Љ —Б–∞—Б—В–∞–≤—Г –Є–Љ–∞ –Њ–і–≥–Њ–≤–∞—А–∞—Ш—Г—Ы–µ –њ—Г–Љ–њ–µ.
 –Ъ–∞–љ–∞–ї–Є–Ј–∞—Ж–Є–Њ–љ–Є —Б–Є—Б—В–µ–Љ –њ–Њ–і –њ—А–Є—В–Є—Б–Ї–Њ–Љ —Ш–µ –і–µ–Њ –њ—А–Є–ї–Є—З–љ–Њ —Б–ї–Њ–ґ–µ–љ–Њ–≥ —Б–Є—Б—В–µ–Љ–∞ –Ј–∞ –њ—А–µ—З–Є—И—Ы–∞–≤–∞—Ъ–µ –≤–Њ–і–µ. –£ —В–Њ–Љ —Б–Љ–Є—Б–ї—Г, –і–Њ —В–∞–Ї–≤–Њ–≥ –Ї–∞–љ–∞–ї–Є–Ј–∞—Ж–Є–Њ–љ–Њ–≥ —Б–Є—Б—В–µ–Љ–∞, –Ј–∞—Е—В–µ–≤–∞—Ш—Г –Є–љ–ґ–µ—Ъ–µ—А—Б–Ї–µ –Є —В–µ—Е–љ–Є—З–Ї–µ –њ—А–Є—А–Њ–і–µ, —А–µ–≥—Г–ї–Є—И—Г —Б–µ –њ–∞—А–∞–Љ–µ—В—А–Є –њ—А–Њ–ї–∞–Ј–∞ –Ј–∞–њ—А–µ–Љ–Є–љ–µ —А–∞—Б—В–≤–Њ—А–∞ –Є —А–∞–і–љ–Њ–≥ –њ—А–Є—В–Є—Б–Ї–∞. –Ъ–Њ—А–Є—Б—В–µ —Б–µ –њ—А–Њ–Є–Ј–≤–Њ–і–Є –њ–Њ–і –њ—А–Є—В–Є—Б–Ї–Њ–Љ —Ж–µ–≤–Є –Я–Х 80 –Є–ї–Є –Я–Х 100, –њ—А–µ—З–љ–Є–Ї –Њ–і 20 - 1600 –Љ–Љ, –Є–°–Ф–† —Б–µ —А–∞–Ј–ї–Є–Ї—Г—Ш–µ –љ–Є—Б–Ї–Њ.
–Ъ–∞–љ–∞–ї–Є–Ј–∞—Ж–Є–Њ–љ–Є —Б–Є—Б—В–µ–Љ –њ–Њ–і –њ—А–Є—В–Є—Б–Ї–Њ–Љ —Ш–µ –і–µ–Њ –њ—А–Є–ї–Є—З–љ–Њ —Б–ї–Њ–ґ–µ–љ–Њ–≥ —Б–Є—Б—В–µ–Љ–∞ –Ј–∞ –њ—А–µ—З–Є—И—Ы–∞–≤–∞—Ъ–µ –≤–Њ–і–µ. –£ —В–Њ–Љ —Б–Љ–Є—Б–ї—Г, –і–Њ —В–∞–Ї–≤–Њ–≥ –Ї–∞–љ–∞–ї–Є–Ј–∞—Ж–Є–Њ–љ–Њ–≥ —Б–Є—Б—В–µ–Љ–∞, –Ј–∞—Е—В–µ–≤–∞—Ш—Г –Є–љ–ґ–µ—Ъ–µ—А—Б–Ї–µ –Є —В–µ—Е–љ–Є—З–Ї–µ –њ—А–Є—А–Њ–і–µ, —А–µ–≥—Г–ї–Є—И—Г —Б–µ –њ–∞—А–∞–Љ–µ—В—А–Є –њ—А–Њ–ї–∞–Ј–∞ –Ј–∞–њ—А–µ–Љ–Є–љ–µ —А–∞—Б—В–≤–Њ—А–∞ –Є —А–∞–і–љ–Њ–≥ –њ—А–Є—В–Є—Б–Ї–∞. –Ъ–Њ—А–Є—Б—В–µ —Б–µ –њ—А–Њ–Є–Ј–≤–Њ–і–Є –њ–Њ–і –њ—А–Є—В–Є—Б–Ї–Њ–Љ —Ж–µ–≤–Є –Я–Х 80 –Є–ї–Є –Я–Х 100, –њ—А–µ—З–љ–Є–Ї –Њ–і 20 - 1600 –Љ–Љ, –Є–°–Ф–† —Б–µ —А–∞–Ј–ї–Є–Ї—Г—Ш–µ –љ–Є—Б–Ї–Њ.
–Ф–∞ –±–Є —Б–µ –Њ—Б–Є–≥—Г—А–∞–ї–Њ –њ–Њ—Г–Ј–і–∞–љ–Њ —Д–Є–Ї—Б–Є—А–∞—Ъ–µ –Я–Х —Ж–µ–≤–Є, –њ—А–Є —Б–њ–∞—Ш–∞—Ъ—Г —Б–њ–Њ—Ш–µ–≤–∞, –Ї–∞–Њ –Є —Б–њ–Њ—Ш–љ–Є—Ж–µ –Є —Б–њ–Њ—Ш–љ–Є—Ж–µ –Ј–∞ —В—Г —Б–≤—А—Е—Г, –Ї–Њ—А–Є—Б—В–Є —Б–µ –≤–Є—Б–Њ–Ї–Њ —В–µ–Љ–њ–µ—А–∞—В—Г—А–љ–Њ –Ј–∞–≤–∞—А–Є–≤–∞—Ъ–µ. –Ъ–∞–Њ —А–µ–Ј—Г–ї—В–∞—В —В–Њ–≥–∞, –Љ–Њ–≥—Г—Ы–µ —Ш–µ –њ–Њ—Б—В–Є—Ы–Є –Ї–≤–∞–ї–Є—В–∞—В–Є–≤–љ—Г –≤–µ–Ј—Г —Б–∞ –≥–∞—А–∞–љ—Ж–Є—Ш–Њ–Љ —Ъ–µ–љ–µ –њ–Њ—Г–Ј–і–∞–љ–Њ—Б—В–Є –Ј–∞ 50-100 –≥–Њ–і–Є–љ–∞. –£ –Є—Б—В–Њ –≤—А–µ–Љ–µ, –Ј–∞ —А–µ–∞–ї–Є–Ј–∞—Ж–Є—Ш—Г —В–∞–Ї–≤–Є—Е —А–∞–і–Њ–≤–∞, –њ–Њ—Б—В–Њ—Ш–Є –њ–Њ—В—А–µ–±–∞ –і–∞ —Б–µ –∞–і—А–µ—Б–Є—А–∞—Ш—Г –Љ–Њ–≥—Г—Ы–љ–Њ—Б—В–Є –ї–µ–Љ—Щ–µ—Ъ–∞ –µ–ї–µ–Ї—В—А–Є—З–љ–µ –Њ–њ—А–µ–Љ–µ, —И—В–Њ —Ш–µ –і—А—Г–≥–∞—З–Є—Ш–µ —Г —Б–Љ–Є—Б–ї—Г –≥–ї–Њ–Љ–∞–Ј–љ–Њ—Б—В–Є.
–°—В–∞–љ–і–∞—А–і–љ–Њ –≤–Є—Б–Њ–Ї–Њ—В–µ–Љ–њ–µ—А–∞—В—Г—А–љ–Њ –ї–µ–Љ—Щ–µ—Ъ–µ —Ш–µ –Ї—А—Г—В–∞ —Д–Є–Ї—Б–∞—Ж–Є—Ш–∞ –і–≤–µ –Я–Х —Ж–µ–≤–Є, 200 —Б–µ–Ї—Г–љ–і–Є –≤—А–µ–Љ–µ–љ–∞ –Љ–Њ–љ—В–∞–ґ–µ –Є 20 –Љ–Є–љ—Г—В–∞ —Е–ї–∞—Т–µ—Ъ–∞. –Э–∞–Ї–Њ–љ —И—В–Њ —Б–µ –њ—А–Њ–Є–Ј–≤–Њ–і–Є –њ–Њ—В–њ—Г–љ–Њ –Њ—Е–ї–∞–і–µ, –Љ–Њ–љ—В–∞–ґ–∞ —Б–µ –і–µ–Љ–Њ–љ—В–Є—А–∞ –Є —Ж—Ш–µ–≤–Њ–≤–Њ–і –њ–Њ—Б—В–∞—Ш–µ –і–Њ—Б—В—Г–њ–∞–љ –Ј–∞ —А–∞–і.
–±–µ–Ј –њ—А–Є—В–Є—Б–Ї–∞
–Т–µ—А–Ј–Є—Ш–∞ –±–µ–Ј –њ—А–Є—В–Є—Б–Ї–∞ —Ш–µ —Ш–µ–і–Є–љ–∞ –Љ–Њ–≥—Г—Ы–∞ –Є–Љ–њ–ї–µ–Љ–µ–љ—В–∞—Ж–Є—Ш–∞ –Ї–∞–љ–∞–ї–Є–Ј–∞—Ж–Є–Њ–љ–Њ–≥ —Б–Є—Б—В–µ–Љ–∞ —Г –Љ–Њ–і–µ—А–љ–Њ—Ш –Є–Ј–≥—А–∞–і—Ъ–Є, –∞–Ї–Њ —Б–µ –Њ—З–µ–Ї—Г—Ш–µ –і–∞ —Ж–µ–≤–Є –±—Г–і—Г –Њ–і 125 –і–Њ 4000 –Љ–Љ. –Ф–∞–љ–∞—Б —Б–µ –Є–Ј–≥—А–∞–і—Ъ–∞ –љ–Њ–≤–Є—Е –Ї–Њ–ї–µ–Ї—В–Њ—А–∞ –Є –њ–Њ–њ—А–∞–≤–Ї–∞ —Б—В–∞—А–Є—Е –Њ–±–∞–≤—Щ–∞—Ш—Г –±–µ–Ј —Г–њ–Њ—В—А–µ–±–µ –Њ—Ш–∞—З–∞–љ–Є—Е –њ—А—Б—В–µ–љ–Њ–≤–∞, —Ш–µ—А —Г –Њ–≤–Њ–Љ —Б–ї—Г—З–∞—Ш—Г –њ–Њ—Б—В–Њ—Ш–Є –Њ–Ј–±–Є—Щ–љ–∞ —Б–ї–Њ–ґ–µ–љ–Њ—Б—В —Г–≥—А–∞–і—Ъ–µ, –∞ —А–Њ–Ї —В—А–∞—Ш–∞—Ъ–∞ —В–∞–Ї–≤–Є—Е –њ—А–Њ–Є–Ј–≤–Њ–і–∞ –љ–Є—Ш–µ –і–Њ–≤–Њ—Щ–љ–Њ –≤–Є—Б–Њ–Ї.
 –Ь–Њ–ґ–µ –і–∞ —Б–µ —А–∞–Ј–Љ–Є—Б–ї–Є –Њ –љ–µ-–њ—А–Є—В–Є—Б–љ–Є –Ї–Њ–ї–µ–Ї—В–Њ—А:
–Ь–Њ–ґ–µ –і–∞ —Б–µ —А–∞–Ј–Љ–Є—Б–ї–Є –Њ –љ–µ-–њ—А–Є—В–Є—Б–љ–Є –Ї–Њ–ї–µ–Ї—В–Њ—А:
- –≤–Њ–і–Њ–≤–Њ–і–љ–µ —Ж–µ–≤–Є –±–Є–ї–Њ –Ї–Њ—Ш–µ –Ї–ї–∞—Б–µ –њ–Њ–ї–Є–µ—В–Є–ї–µ–љ–∞ –њ—А–µ—З–љ–Є–Ї–∞ 20-1600 –Љ–Љ;
- –њ–Њ–ї–Є–µ—В–Є–ї–µ–љ—Б–Ї—Г —Ж–µ–≤, –Ї–Њ—Ш–∞ —Ш–µ –Њ–Ї–∞—А–∞–Ї—В–µ—А–Є—Б–∞–љ–∞ –Ї–∞–Њ –і–≤–Њ—Б–ї–Њ—Ш–љ–∞ –Є —Б–њ–Є—А–∞–ї–љ–∞, —З–Є—Ш–Є —Б–њ–Њ—Щ–љ–Є –њ—А–µ—З–љ–Є–Ї –љ–µ –њ—А–µ–ї–∞–Ј–Є 3000 –Љ–Љ;
- –Ї–Њ–ї–µ–Ї—В–Њ—А, –Ї–Њ—Ш–Є —Ш–µ –і–µ—Д–Є–љ–Є—Б–∞–љ –Ї–∞–Њ –і–≤–Њ—Б–ї–Њ—Ш–љ–Є –Є –Ї—А—Г–ґ–љ–Є, –њ—А–µ—З–љ–Є–Ї–∞ 125-4000, –Є —Г–Ј–Є–Љ–∞—Ш—Г—Ы–Є —Г –Њ–±–Ј–Є—А —З–Є—Ъ–µ–љ–Є—Ж—Г –і–∞, —Б–∞ –њ—А–µ—З–љ–Є–Ї–Њ–Љ –Њ–і 3000 –Љ–Љ, —В–∞–Ї–≤–Є –њ—А–Њ–Є–Ј–≤–Њ–і–Є–Њ—Ш–∞—З–∞–љ–∞ –Љ–µ—В–∞–ї–Њ–Љ —Б–∞ –Є–Ј–Њ–ї–∞—Ж–Є—Ш–Њ–Љ.
–†–∞–і–Є –Њ–њ—В–Є–Љ–Є–Ј–∞—Ж–Є—Ш–µ –њ—А–Њ—Ж–µ—Б–∞ –Ї–∞–љ–∞–ї–Є–Ј–∞—Ж–Є—Ш–µ –Є —Б–Љ–∞—Ъ–µ—Ъ–∞ —В—А–Њ—И–Ї–Њ–≤–∞ –Ї–Њ—А–Є—Б—В–µ —Б–µ –Я–Х 80 —Ж–µ–≤–Є –Љ–∞–Ї—Б–Є–Љ–∞–ї–љ–Њ–≥ –њ—А–µ—З–љ–Є–Ї–∞ 110 –Љ–Љ, –∞ –Ї–Њ–µ—Д–Є—Ж–Є—Ш–µ–љ—В –°–Ф–† –Њ–і—А–µ—Т–µ–љ —Ш–µ –≤–Є—Б–Њ–Ї–Є–Љ –≤—А–Є—Ш–µ–і–љ–Њ—Б—В–Є–Љ–∞.
–Я—А–Њ—Д–Є–ї–Є –њ–Њ–ї–Є–µ—В–Є–ї–µ–љ—Б–Ї–Є—Е —Ж–µ–≤–Є
–Ю—А–≥–∞–љ–Є–Ј–∞—Ж–Є—Ш–∞ –Ї–∞–љ–∞–ї–Є–Ј–∞—Ж–Є—Ш–µ —Б–∞ –њ–Њ–ї–Є–µ—В–Є–ї–µ–љ—Б–Ї–Є–Љ –њ—А–Њ–Є–Ј–≤–Њ–і–Є–Љ–∞ —Ш–µ —И—В–Њ —Ш–µ –Љ–Њ–≥—Г—Ы–µ –њ–Њ–≤–Њ—Щ–љ–Є—Ш–∞ –Є –њ–Њ–≤–Њ—Щ–љ–Є—Ш–∞ –±–µ–Ј –Њ–±–Ј–Є—А–∞ –љ–∞ –Є–Ј–≥—А–∞–і—Ъ—Г —В–∞–Ї–≤–Њ–≥ —Ж—Ш–µ–≤–Њ–≤–Њ–і–∞: —Г–љ—Г—В–∞—А –Ј–≥—А–∞–і–µ –Є–ї–Є –≤–∞–љ —Ъ–µ.
–Ш—Б—В–Њ–≤—А–µ–Љ–µ–љ–Њ —Б–µ —А–∞–Ј–ї–Є–Ї—Г—Ш—Г:- –љ–Є—Б–Ї–Є —В—А–Њ—И–Ї–Њ–≤–Є , —И—В–Њ –Є—Е —З–Є–љ–Є –Ї–Њ–љ–Ї—Г—А–µ–љ—В–љ–Є–Љ —Г –њ–Њ—А–µ—Т–µ—Ъ—Г —Б–∞ —Б–ї–Є—З–љ–Є–Љ –њ—А–Њ–Є–Ј–≤–Њ–і–Є–Љ–∞ –Њ–і –Љ–µ—В–∞–ї–∞ –Є –±–µ—В–Њ–љ–∞;
- —Б–∞ –≤–Є—Б–Њ–Ї–Є–Љ –Ї–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–∞–Љ–∞ , –Њ–і–љ–Њ—Б–µ —Б–µ –љ–∞ –і—Г–≥–Є –≥–∞—А–∞–љ—В–љ–Є –њ–µ—А–Є–Њ–і –Ї–Њ—Ш–Є —Ш–µ –Ј–љ–∞—В–љ–Њ –і—Г–ґ–Є –Њ–і —Г–њ–Њ—В—А–µ–±–µ –Љ–µ—В–∞–ї–љ–Є—Е –Є –∞—А–Љ–Є—А–∞–љ–Є—Е –±–µ—В–Њ–љ—Б–Ї–Є—Е —Ж–µ–≤–Є;
- –љ–µ–њ—А–Њ–њ—Г—Б–љ–Њ—Б—В –Ј–∞ –Ї–Њ—А–Њ–Ј–Є—Ш—Г , —И—В–Њ —Ш–µ –≤–µ–Њ–Љ–∞ –≤–∞–ґ–љ–Њ, —Б –Њ–±–Ј–Є—А–Њ–Љ –і–∞ —Ш–µ –≥–ї–∞–≤–љ–Є —Ж—Ш–µ–≤–Њ–≤–Њ–і –њ–Њ–ї–Њ–ґ–µ–љ –њ–Њ–і –Ј–µ–Љ—Щ–Њ–Љ;
- –љ–µ–Љ–∞ –њ–Њ—В—А–µ–±–µ –Ј–∞ –і–Њ–і–∞—В–љ–Є–Љ —Е–Є–і—А–Њ–Є–Ј–Њ–ї–∞—Ж–Є–Њ–љ–Є–Љ —А–∞–і–Њ–≤–Є–Љ–∞.
–Я–Х –њ–Њ–ї–∞–≥–∞—Ъ–µ —Ж–µ–≤–Є
–Я–Њ–ї–Є–µ—В–Є–ї–µ–љ—Б–Ї–∞ —Ж–µ–≤ –Ј–∞ –Ї–∞–љ–∞–ї–Є–Ј–∞—Ж–Є—Ш—Г —Ш–µ —Б–Є–≥—Г—А–љ–Њ —В—А–∞–ґ–µ–љ–∞, —Ш–µ—А —Ш–µ —Ъ–µ–љ–∞ –Є–љ—Б—В–∞–ї–∞—Ж–Є—Ш–∞ —Ш–µ–і–љ–Њ—Б—В–∞–≤–љ–∞ –Є –≤–µ–Њ–Љ–∞ –±—А–Ј–∞:
-
 –Ч–∞ –Љ–Њ–љ—В–∞–ґ—Г —Г–љ—Г—В—А–∞—И—Ъ–µ–≥ –Ї–∞–љ–∞–ї–Є–Ј–∞—Ж–Є–Њ–љ–Њ–≥ —Б–Є—Б—В–µ–Љ–∞, –љ–µ–Љ–∞ –њ–Њ—В—А–µ–±–µ –Ј–∞ —Г–њ–Њ—В—А–µ–±–Њ–Љ –њ–Њ—Б–µ–±–љ–µ –Њ–њ—А–µ–Љ–µ. –£–≥—А–∞–і—Ъ–∞ –Я–Х —Ж–µ–≤–Є –њ—А–µ—З–љ–Є–Ї–∞ 110 –Љ–Љ –≤—А—И–Є —Б–µ –њ–Њ–Љ–Њ—Ы—Г –Ї–Њ–Љ–њ—А–µ—Б–Є–Њ–љ–Є—Е —Б–њ–Њ—Ш–љ–Є—Ж–∞.
–Ч–∞ –Љ–Њ–љ—В–∞–ґ—Г —Г–љ—Г—В—А–∞—И—Ъ–µ–≥ –Ї–∞–љ–∞–ї–Є–Ј–∞—Ж–Є–Њ–љ–Њ–≥ —Б–Є—Б—В–µ–Љ–∞, –љ–µ–Љ–∞ –њ–Њ—В—А–µ–±–µ –Ј–∞ —Г–њ–Њ—В—А–µ–±–Њ–Љ –њ–Њ—Б–µ–±–љ–µ –Њ–њ—А–µ–Љ–µ. –£–≥—А–∞–і—Ъ–∞ –Я–Х —Ж–µ–≤–Є –њ—А–µ—З–љ–Є–Ї–∞ 110 –Љ–Љ –≤—А—И–Є —Б–µ –њ–Њ–Љ–Њ—Ы—Г –Ї–Њ–Љ–њ—А–µ—Б–Є–Њ–љ–Є—Е —Б–њ–Њ—Ш–љ–Є—Ж–∞. - –®—В–Њ —Б–µ —В–Є—З–µ –њ–Њ–ї–∞–≥–∞—Ъ–∞ –Є–Ј–≤–∞–љ –Ј–≥—А–∞–і–µ, —Ъ–Є—Е–Њ–≤–Њ —Б–њ–∞—Ш–∞—Ъ–µ —Б–µ –≤—А—И–Є –њ–Њ–Љ–Њ—Ы—Г —З–µ–Њ–љ–Њ–≥ –Ј–∞–≤–∞—А–Є–≤–∞—Ъ–∞, –Ї–Њ—Ш–µ —Ш–µ —Б–Ї–Њ—А–Њ 5 –њ—Г—В–∞ –±—А–ґ–µ, —Г –њ–Њ—А–µ—Т–µ—Ъ—Г —Б–∞—Б–ї–Є—З–љ–∞ —В–µ—Е–љ–Њ–ї–Њ–≥–Є—Ш–∞ –њ—А–Є–Љ–µ—Ъ–µ–љ–∞ –љ–∞ –Љ–µ—В–∞–ї–љ–µ –Ї–Њ–ї–µ–≥–µ. –Ш—Б—В–Њ–≤—А–µ–Љ–µ–љ–Њ, –Ї–≤–∞–ї–Є—В–µ—В –Ј–∞–≤–∞—А–∞ –Ї–Њ—Ш–Є –њ–Њ–≤–µ–Ј—Г—Ш–µ –њ–Њ–ї–Є–µ—В–Є–ї–µ–љ—Б–Ї–µ —Ж–µ–≤–Є —Ш–µ –≤–µ–Њ–Љ–∞ –≤–Є—Б–Њ–Ї.
- –Я—А–Є–Љ–µ–љ–∞ –Њ–њ—А–µ–Љ–µ –Ј–∞ –Ј–∞–≤–∞—А–Є–≤–∞—Ъ–µ –і–Њ–≤–Њ–і–Є –і–Њ —З–Є—Ъ–µ–љ–Є—Ж–µ –і–∞ —Ш–µ –њ—А–Њ—Ж–µ—Б –Є–љ—Б—В–∞–ї–∞—Ж–Є—Ш–µ –Ј–љ–∞—В–љ–Њ –њ–Њ—Ш–µ–і–љ–Њ—Б—В–∞–≤—Щ–µ–љ. –Ю–≤–Њ —Б–µ –Њ–±—Ш–∞—И—Ъ–∞–≤–∞, –љ–∞ –њ—А–Є–Љ–µ—А, —Б–Љ–∞—Ъ–µ—Ъ–µ–Љ –±—А–Њ—Ш–∞ —Б–њ–Њ—Ш–µ–≤–∞ —Г –њ–Њ—А–µ—Т–µ—Ъ—Г —Б–∞ –Љ–µ—В–∞–ї–љ–Є–Љ –њ–∞—А–∞–ї–µ–ї–∞–Љ–∞.
- –Ш–Ј–≥—А–∞–і—Ъ–∞ –Ї–∞–љ–∞–ї–Є–Ј–∞—Ж–Є–Њ–љ–Њ–≥ —Б–Є—Б—В–µ–Љ–∞ –њ—А–µ–Ї–Њ –њ–Њ–ї–Є–µ—В–Є–ї–µ–љ—Б–Ї–Є—Е —Ж–µ–≤–Є –Њ–Љ–Њ–≥—Г—Ы–∞–≤–∞ —Г—И—В–µ–і—Г –Ј–±–Њ–≥ –љ–∞–њ—Г—И—В–∞—Ъ–∞ –Њ–њ—А–µ–Љ–µ –Ј–∞ –і–Є–Ј–∞—Ъ–µ —В–µ—А–µ—В–∞, –њ–Њ—И—В–Њ —Б—Г –Љ–∞–ї–µ —В–µ–ґ–Є–љ–µ, —И—В–Њ –Є–Љ –Њ–Љ–Њ–≥—Г—Ы–∞–≤–∞ –і–∞ —Б–µ –Љ–Њ–љ—В–Є—А–∞—Ш—Г –±–µ–Ј —Г–њ–Њ—В—А–µ–±–µ –њ–Њ—Б–µ–±–љ–Є—Е —Г—А–µ—Т–∞—Ш–∞.
- –†–∞–Ј–љ–Њ–≤—А—Б–љ–Њ—Б—В –Ј–∞–њ—В–Є–≤–∞—З–∞ —Ш–µ –Љ–Њ–≥—Г—Ы–љ–Њ—Б—В —Ъ–Є—Е–Њ–≤–µ —Г–≥—А–∞–і—Ъ–µ –љ–µ —Б–∞–Љ–Њ —Г —А–Њ–≤, –≤–µ—Ы –Є —Г–њ–Њ—В—А–µ–±–Њ–Љ —Б—В–∞—А–µ –Ї–∞–љ–∞–ї–Є–Ј–∞—Ж–Є—Ш–µ –Є–Ј –Љ–µ—В–∞–ї–∞ –Ї—А–Њ–Ј –њ–Њ—Б—В–∞–≤—Щ–∞—Ъ–µ —В–∞–Ї–≤–Њ–≥ —Б–Є—Б—В–µ–Љ–∞.
–љ–Є—Ш–∞–љ—Б–Є –Ј–∞ –Љ–Њ–љ—В–∞–ґ—Г
–Я–Њ–њ—Г–ї–∞—А–љ–Њ—Б—В —Ш–µ –њ–Њ–≤–µ–Ј–∞–љ–∞ —Б–∞ –ї–∞–Ї–Њ—Ы–Њ–Љ —Г–≥—А–∞–і—Ъ–µ –Є –Љ–Њ–≥—Г—Ы–љ–Њ—И—Ы—Г –і–∞ —Б–µ –љ–∞ —В–∞—Ш –љ–∞—З–Є–љ —Г—И—В–µ–і–Є –љ–∞ –Њ—А–≥–∞–љ–Є–Ј–∞—Ж–Є—Ш–Є –Ї–∞–љ–∞–ї–Є–Ј–∞—Ж–Є–Њ–љ–Њ–≥ —Б–Є—Б—В–µ–Љ–∞.
–Ґ–∞–Ї–Њ—Т–µ, —З–Є—Ъ–µ–љ–Є—Ж–∞ –і–∞ –Њ–љ–Є –і–Њ–Ј–≤–Њ—Щ–∞–≤–∞—Ш—Г –Є–љ—Б—В–∞–ї–∞—Ж–Є—Ш—Г –Ї–∞–љ–∞–ї–Є–Ј–∞—Ж–Є–Њ–љ–Њ–≥ —Б–Є—Б—В–µ–Љ–∞ —Г–љ—Г—В–∞—А –Ј–≥—А–∞–і–µ –±–µ–Ј –њ–Њ—В—А–µ–±–µ –Ј–∞ –њ–Њ—Б–µ–±–љ–Њ–Љ –Њ–њ—А–µ–Љ–Њ–Љ —Ш–µ –њ–ї—Г—Б. –£ –Њ–≤–Њ–Љ —Б–ї—Г—З–∞—Ш—Г, —А–∞–Ј–Љ–∞—В—А–∞–љ–µ —Ж–µ–≤–Є —Б—Г –њ–Њ–≤–µ–Ј–∞–љ–µ:
- —З–µ–ї–Є—З–љ–µ –њ—А–Є—А—Г–±–љ–Є—Ж–µ –Є–ї–Є –Ї–Њ–Љ–њ—А–µ—Б–Є–Њ–љ–µ –∞—А–Љ–∞—В—Г—А–µ –∞–Ї–Њ —Ш–µ –њ–Њ—В—А–µ–±–љ–Њ –і–∞ —Б–µ –њ–Њ–Љ–Њ—Ы—Г–њ—А–Є—З–≤—А—Б—В–Є —Б–њ–Њ—Ш–љ–Є—Ж–∞ , –Ї–Њ—Ш–∞ —Б–µ —В—А–∞–ґ–Є —Г —Б–≤—А—Е—Г –і–µ–Љ–Њ–љ—В–∞–ґ–µ —Б—В—А—Г–Ї—В—Г—А–µ –Ї–∞–љ–∞–ї–Є–Ј–∞—Ж–Є—Ш–µ –љ–∞–Ї–Њ–љ –Є—Б—В–µ–Ї–∞ —Ъ–µ–≥–Њ–≤–Њ–≥ —А–∞–і–∞;
- –∞–њ–∞—А–∞—В–∞ –Ј–∞ –Ј–∞–≤–∞—А–Є–≤–∞—Ъ–µ –Є–ї–Є –њ—А–µ—В—Е–Њ–і–љ–Њ –Ј–∞–≥—А–µ—Ш–∞–љ–Њ–≥ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞, –Ї–Њ—Ш–Є –Є—Е –Њ–±–µ–Ј–±–µ—Т—Г—Ш–µ—Б–∞–Љ –њ–Њ —Б–µ–±–Є–љ–µ–і–µ—Щ–Є–≤ —В–Є–њ –≤–µ–Ј–µ .
–Я—А–Є–Ї—Щ—Г—З–∞–Ї —Б–∞ –њ—А–Є—А—Г–±–љ–Є—Ж–Њ–Љ.–®–Є—А–Њ–Ї–Њ —А–∞—Б–њ—А–Њ—Б—В—А–∞—Ъ–µ–љ–∞ —Ш–µ –Є–Ј–≤–µ–і–±–∞ —Б–њ–Њ—Ш–љ–Є—Ж–µ —Ж–Є—Ш–µ–≤–љ–Њ–≥ –њ—А–Є–Ї—Щ—Г—З–Ї–∞, –Ї–Њ—Ш–∞ —Б–µ –Є–Ј–≤–Њ–і–Є —Г–Ј –њ–Њ–Љ–Њ—Ы –њ—А–Є—А—Г–±–љ–Є—Ж–∞ –Њ–і –Љ–µ—В–∞–ї–∞ –Є–Ј—А–∞—Т–µ–љ–Є—Е –Њ–і –Љ–µ—В–∞–ї–∞ –њ–Њ–Љ–Њ—Ы—Г –њ—А–Њ–≤–Њ–і–љ–Є–Ї–∞.

–®—В–Њ —Б–µ —В–Є—З–µ–Ї–Њ–Љ–њ—А–µ—Б–Є–Њ–љ–Є—Е —Д–Є—В–Є–љ–≥–∞ , –Њ–≤–Њ —Ш–µ —А–Є—Ш–µ–і–∞–Ї –љ–∞—З–Є–љ –Љ–Њ–љ—В–∞–ґ–µ, –Ї–Њ—Ш–Є —Б–≤–Њ—Ш—Г –њ—А–Є–Љ—Ш–µ–љ—Г –њ—А–Њ–љ–∞–ї–∞–Ј–Є —Б–∞–Љ–Њ –Ї–∞–і–∞ —Б–µ –њ—А–Є—А—Г–±–љ–Є—З–Ї–Є –њ—А–Є–Ї—Щ—Г—З–∞–Ї –Є–Ј –љ–µ–Ї–Њ–≥ —А–∞–Ј–ї–Њ–≥–∞ –љ–µ –Љ–Њ–ґ–µ –Њ—Б—В–≤–∞—А–Є—В–Є —Г –њ—А–∞–Ї—Б–Є.
–≥—А–µ—Ш–∞–љ–Є –Є–љ—Б—В—А—Г–Љ–µ–љ—В
–Я–Њ–Љ–Њ—Ы—Г –Ј–∞–≥—А–µ—Ш–∞–љ–Њ–≥ –∞–ї–∞—В–∞ –Љ–Њ–≥—Г—Ы–µ —Ш–µ –і–Њ–±–Є—В–Є –Њ–і–ї–Є—З–∞–љ —Б–њ–Њ—Ш –Ї–Њ—Ш–Є —Б–µ –љ–µ –Љ–Њ–ґ–µ –Њ–і–≤–Њ—Ш–Є—В–Є –Њ–і –Я–Х –њ—А–Њ–Є–Ј–≤–Њ–і–∞ –њ—А–µ—З–љ–Є–Ї–∞ 6,3 —Ж–Љ, —И—В–Њ –Ј–∞—Е—В–µ–≤–∞ —Б–ї–µ–і–µ—Ы–µ —А–∞–і—Ъ–µ:
- –Ъ—А–∞—Ш–µ–≤–Є —Ж–µ–≤–Є —Б–µ —Д–Є–Ї—Б–Є—А–∞—Ш—Г –Є —З–Є—Б—В–µ –њ–Њ—Б—В–∞–≤—Щ–∞—Ъ–µ–Љ —Г —Г—А–µ—Т–∞—Ш, —З–Є–Љ–µ —Б–µ –Њ–±–µ–Ј–±–µ—Т—Г—Ш–µ –Љ–Њ–≥—Г—Ы–љ–Њ—Б—В —Б—Г—З–µ–Њ–љ–Њ–≥ –Ј–∞–≤–∞—А–Є–≤–∞—Ъ–∞. –Э–∞–Ї–Њ–љ —В–Њ–≥–∞ —Б–µ –≤—А—И–Є –Љ–µ—Е–∞–љ–Є—З–Ї–∞ –Њ–±—А–∞–і–∞, —З–Є—Ш–∞ —Б–µ –Љ–Њ–≥—Г—Ы–љ–Њ—Б—В –Њ–і—А–µ—Т—Г—Ш–µ —Д—Г–љ–Ї—Ж–Є–Њ–љ–∞–ї–љ–Њ—И—Ы—Г –Ї—А–∞—Ш–∞ —Г—А–µ—Т–∞—Ш–∞.
- –¶–µ–≤–Є —Б–µ –Є–Ј–≤–ї–∞—З–µ –Є –њ—А–Њ–≤–µ—А–∞–≤–∞—Ш—Г –і–∞ –љ–µ–Љ–∞ —А–∞–Ј–Љ–∞–Ї–∞ –Є–Ј–Љ–µ—Т—Г –Ї—А–∞—Ш–µ–≤–∞, –Њ–і–љ–Њ—Б–љ–Њ –≤—А—И–Є —Б–µ –Ї–Њ–љ—В—А–Њ–ї–∞ –њ–∞—А–∞–ї–µ–ї–љ–Њ—Б—В–Є –њ–Њ–≤—А—И–Є–љ—Б–Ї–Є—Е –њ–Њ–≤—А—И–Є–љ–∞.
- –Ч–∞–≤—А—И–љ–µ –њ–Њ–≤—А—И–Є–љ–µ —Б–µ –Ј–∞–≥—А–µ–≤–∞—Ш—Г –Њ–і–≥–Њ–≤–∞—А–∞—Ш—Г—Ы–Є–Љ –∞–ї–∞—В–Њ–Љ, —И—В–Њ –і–Њ–≤–Њ–і–Є –і–Њ —Ъ–Є—Е–Њ–≤–Њ–≥ —В–Њ–њ—Щ–µ—Ъ–∞.
- –¶–Є—Ш–µ–≤–Є —Б—Г –Љ–µ—Т—Г—Б–Њ–±–љ–Њ —Б–њ–Њ—Ш–µ–љ–µ —Б–∞ –ї–Є—Ж–Є–Љ–∞ —Г–Ј –њ–Њ—Б—В—Г–њ–љ–Њ –њ–Њ–≤–µ—Ы–∞—Ъ–µ –њ—А–Є—В–Є—Б–Ї–∞ —В–∞–Ї–≤–Њ–≥ –њ—А–Є—В–Є—Б–Ї–∞. –Э–∞–Ї–Њ–љ –љ–µ–Ї–Њ–≥ –≤—А–µ–Љ–µ–љ–∞, —И–∞–≤ –њ–Њ–і –њ—А–Є—В–Є—Б–Ї–Њ–Љ —Б–µ –Њ—Е–ї–∞–і–Є.
–Х–ї–µ–Ї—В—А–Њ–Љ–Њ—В–Њ—А–љ–Њ –Ј–∞–≤–∞—А–Є–≤–∞—Ъ–µ
–Э–∞—Ш–≤–µ—Ы–∞ –њ–Њ—В—А–Њ—И—Ъ–∞ –µ–љ–µ—А–≥–Є—Ш–µ –њ–Њ–≤–µ–Ј–∞–љ–∞ —Ш–µ —Б–∞ –Њ–≤–Є–Љ –љ–∞—З–Є–љ–Њ–Љ –њ—А–Є–Ї—Щ—Г—З–Є–≤–∞—Ъ–∞, –Ї–∞–Њ —И—В–Њ —Ш–µ –µ–ї–µ–Ї—В—А–Њ–Љ–Њ—В–Њ—А–љ–Њ –Ј–∞–≤–∞—А–Є–≤–∞—Ъ–µ, –Ї–Њ—Ш–µ —Б–µ –Ї–Њ—А–Є—Б—В–Є –Ј–∞ —Г–≥—А–∞–і—Ъ—Г —Ж–Є—Ш–µ–≤–Є –і–Њ–≤–Њ—Щ–љ–Њ –≤–µ–ї–Є–Ї–Њ–≥ –њ—А–Њ–Љ—Ш–µ—А–∞. –Ю–≤–∞ –Є–љ—Б—В–∞–ї–∞—Ж–Є—Ш–∞ —Г–Ї—Щ—Г—З—Г—Ш–µ –і—А–ґ–∞—Ъ–µ—Б–ї–µ–і–µ—Ы–∞ –і–µ–ї–∞:
- –Ш–Ј–≤–Њ–і–Є —Б–µ –Є–љ—Б—В–∞–ї–∞—Ж–Є—Ш–∞ —Ж–µ–≤–Є, –Њ–±–µ–Ј–±–µ—Т—Г—Ш—Г—Ы–Є –і–∞ —Б–µ –Њ–љ–Є –љ–∞–ї–∞–Ј–µ –љ–∞ –Є—Б—В–Њ—Ш –Њ—Б–Є —Б–∞ —Б–њ–Њ—Ш–љ–Є—Ж–Њ–Љ, —Г–Ј –і–∞—Щ–µ –њ—А–µ—З–Є—И—Ы–∞–≤–∞—Ъ–µ –Љ–µ—Б—В–∞ –њ–Њ–≤–µ–Ј–Є–≤–∞—Ъ–∞ —Б–∞ –њ–Њ–≤—А—И–Є–љ—Б–Ї–Њ–≥ —Б–ї–Њ—Ш–∞.
- –Э–∞–њ–∞—Ш–∞—Ъ–µ —Б–µ –њ–Њ–≤–µ–Ј—Г—Ш–µ —Б–∞ –Њ–њ—А–µ–Љ–Њ–Љ, —И—В–Њ –і–Њ–≤–Њ–і–Є –і–Њ –Ј–∞–≥—А–µ–≤–∞—Ъ–∞ —Б–њ–Њ—Ш–µ–љ–Є—Е –µ–ї–µ–Љ–µ–љ–∞—В–∞ –Є —В–Њ–њ—Щ–µ—Ъ–∞ –њ–Њ–ї–Є–µ—В–Є–ї–µ–љ–∞.
- –Ъ–∞–Њ —А–µ–Ј—Г–ї—В–∞—В –Ј–∞–≥—А–µ–≤–∞—Ъ–∞, –њ—А–µ—З–љ–Є–Ї —Ж–µ–≤–Є –њ–Њ—Б—В–∞—Ш–µ –≤–µ—Ы–Є, –∞ —А–∞—Б—В–Њ–њ—Щ–µ–љ–Є –њ–Њ–ї–Є–µ—В–Є–ї–µ–љ —Б—В–≤–∞—А–∞ –њ—А–Є—В–Є—Б–∞–Ї –і–Њ 12 –∞—В–Љ–Њ—Б—Д–µ—А–∞, —Ш–µ—А —Ш–µ —Г –Ј–∞—В–≤–Њ—А–µ–љ–Њ–Љ –Њ–Ї—А—Г–ґ–µ—Ъ—Г. –Ґ–Њ –і–Њ–≤–Њ–і–Є –і–Њ —Д–Њ—А–Љ–Є—А–∞—Ъ–∞ –љ–µ–і–µ—Щ–Є–≤–µ –≤–µ–Ј–µ.
- –Э–∞–њ–∞—Ш–∞—Ъ–µ —Ш–µ –Є—Б–Ї—Щ—Г—З–µ–љ–Њ, –∞–ї–Є —Б–њ–Њ—Ш–љ–Є—Ж–∞ –љ–Є—Ш–µ —Г–Ї–ї–Њ—Ъ–µ–љ–∞ –і–Њ–Ї —Б–µ –њ–Њ–ї–Є–µ—В–Є–ї–µ–љ –љ–µ –Њ—Е–ї–∞–і–Є.
–Э–µ–і–Њ—Б—В–∞—Ж–Є –њ–Њ–ї–Є–µ—В–Є–ї–µ–љ—Б–Ї–Є—Е —Ж–µ–≤–Є
- –Т–Є—Б–Њ–Ї —Б—В–µ–њ–µ–љ –њ—А–Њ–і–Њ—А–∞ –Ї–Є—Б–µ–Њ–љ–Є–Ї–∞.
- –°–Ї–ї–Њ–љ–Њ—Б—В –Ї–∞ –љ–µ–≥–∞—В–Є–≤–љ–Њ–Љ —Г—В–Є—Ж–∞—Ш—Г —Г–ї—В—А–∞—Щ—Г–±–Є—З–∞—Б—В–Њ–≥ –Ј—А–∞—З–µ—Ъ–∞, –Ї–Њ—Ш–Є –њ—А–Є–Љ–Њ—А–∞–≤–∞ —Г–њ–Њ—В—А–µ–±—Г —Б–њ–µ—Ж–Є—Ш–∞–ї–љ–Є—Е —Б–Љ–µ—И–∞ —Г –њ—А–Њ–Є–Ј–≤–Њ–і—Ъ–Є.
- –Я–Њ–≤–µ—Ы–∞—Ъ–µ —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ —В–µ—З–љ–Њ—Б—В–Є –Ї–Њ—Ш–∞ —Б–µ –њ—А–µ–љ–Њ—Б–Є –Ї—А–Њ–Ј —Ж–µ–≤–Њ–≤–Њ–і –Њ–і –њ–Њ–ї–Є–µ—В–Є–ї–µ–љ–∞ –і–Њ–≤–Њ–і–Є –і–Њ —Б–Љ–∞—Ъ–µ—Ъ–∞ –њ—А–Є—В–Є—Б–Ї–∞ –љ–∞ –љ–µ–і–Њ–њ—Г—Б—В–Є–≤–µ –≤—А–µ–і–љ–Њ—Б—В–Є.
- –°–∞ –њ–Њ—А–∞—Б—В–Њ–Љ —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ –і–Њ 100 ¬∞ –¶ –њ–Њ—Б—В–Њ—Ш–Є –≤–µ–ї–Є–Ї–∞ –≤–µ—А–Њ–≤–∞—В–љ–Њ—Ы–∞ —В–Њ–њ—Щ–µ—Ъ–∞ —Ж–µ–≤–Њ–≤–Њ–і–∞.